Процесс изготовления печатных плат: полный цикл производства
Печатная плата — это основа любого электронного устройства. Именно она является его функциональным ядром, отвечая за работу всего изделия. От качества её изготовления зависит работоспособность конечного продукта: будет ли работать смартфон, запустится ли станок с ЧПУ, полетит ли спутник.
В этой статье описан цикл производства жестких печатных плат на производственных площадках в Китае под контролем ГРАН Груп.
Описание адаптировано для широкого круга читателей, но сохраняет техническую точность.
Проверка проекта и его технологическая подготовка к производству
Производственный цикл начинается с получения проектной документации от заказчика. В проект входят файлы платы в том виде, как её спроектировал разработчик, после чего инженеры ГРАН Груп проверяют её на технологичность, адаптируют под конкретное оборудование и согласовывают необходимые изменения с заказчиком, тем самым формируя рабочие Gerber‑файлы для запуска производства.
Gerber — стандартный формат обмена данными в индустрии печатных плат.
Этот этап называют технологической подготовкой производства или CAM‑подготовкой. Важно понимать, что мы не перепроектируем плату за заказчика: наша задача — найти ошибки и неточности, которые могли быть пропущены при разработке, и адаптировать проект под реальные технологические возможности конкретного производства.
30% проектов заказчиков содержат ошибки по нашей внутренней статистике
Этап технологической подготовки нужен, чтобы их предотвратить: на этом этапе риск ошибки самый дорогостоящий. К тому же, часто на производстве не получится технологически реализовать то, что задумал конструктор.
Основные цели CAM-подготовки:
сокращение сроков изготовления и стоимость;
уменьшение риска дефектов;
оптимизация для последующего монтажа;
исключение ошибок, допущенных при проектировании;
формирование спецификации и рабочих файлов платы для производства.
По сути, CAM‑подготовка превращает идеальный проект разработчика в производственный проект, который учитывает допуски, зазоры, минимальные дорожки и зазоры, возможности сверловки, металлизации, финишных покрытий и других реальных технологических процессов.
Подготовка материалов
Производственный цикл начинается с подготовки исходного материала на складе. В этом помещении поддерживаются заданные влажность и температура: несоблюдение этих параметров приводит к изменению свойств материала и может вызвать проблемы как при изготовлении платы, так и при последующем монтаже компонентов.
Стоит отметить, что для стабильного качества важно использовать материалы только от сертифицированных поставщиков — это обеспечивает повторяемость и прогнозируемость характеристик. Это особенно критично для крупных серийных проектов.

Температура на складах до 25°C, влажность — 60%.
Основой слоёв печатной платы служат листы фольгированного стеклотекстолита.
Наиболее распространённый материал — стеклотекстолит FR4: стеклоткань, пропитанная эпоксидной смолой с добавками для повышения прочности и снижения горючести. Это недорогой и при этом достаточно качественный диэлектрик, стандарт в производстве печатных плат
FR4 — Flame Retardant
Огнестойкий

«Фольгированный» означает, что поверх стеклотекстолита производитель нанёс медную фольгу. Слой меди может быть как с одной, так и с двух сторон.
По подготовленной спецификации и рабочим Gerber‑файлам листы нарезают на заготовки требуемого формата.
Операторы разделяют лист материала на промышленной гильотине.
После резки на гильотине по кромке заготовок могут оставаться неровности и заусенцы, поэтому заготовки проходят через линию обработки кромки, где торцы шлифуются и приводятся к заданному качеству.
Манипулятор поднимает заготовку из стопки и отпускает над конвейером. Линия обрабатывает край заготовки, затем переворачивает заготовку и обрабатывает следующий край.
Далее очищают фольгированную поверхность заготовки, удаляя загрязнения и окислы — это повышает адгезию фоторезиста и стабилизирует последующие операции формирования рисунка.

Линия шлифует поверхность под сильными струями воды.
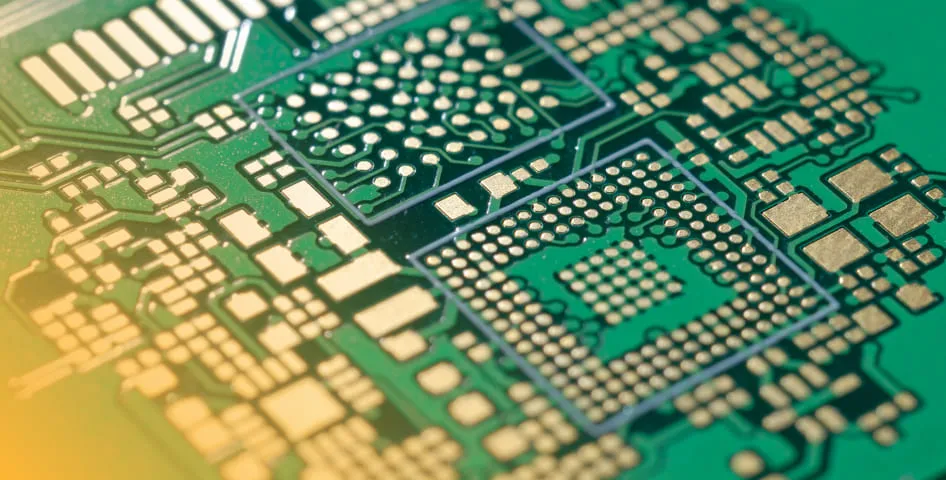
Формирование рисунка внутренних слоёв
На подготовленных заготовках необходимо сформировать проводящий рисунок внутренних слоев печатной платы.
Проводящий рисунок или топология — это проводящие ток медные проводники и контактные площадки на поверхности диэлектрика.
Корректная топология напрямую влияет на работу компонентов, которые будут установлены на плату в дальнейшем.
Топология включает в себя:
проводники и зазоры;
контактные площадки;
полигоны (в том числе питания и земли);
переходные отверстия между слоями;
монтажные отверстия штыревых компонентов.
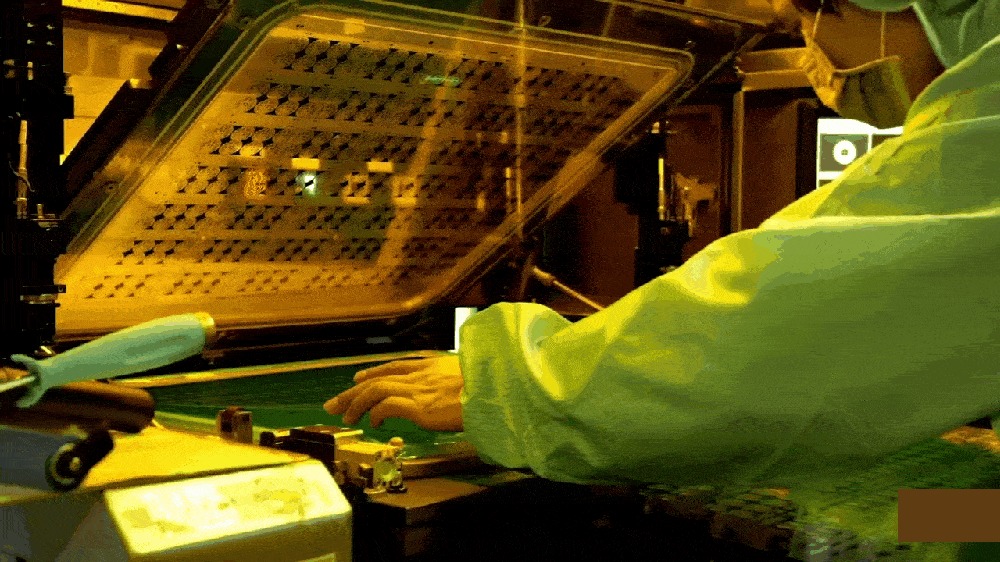
Первый этап формирования топологии — засветка фоторезиста ультрафиолетом через фотошаблон с последующей полимеризацией материала. Операция выполняется в чистой комнате — это специальное помещение, в котором автоматизировано контролируется уровень загрязнения воздуха и проводятся тонкие технологические операции, чувствительные к пыли и посторонним частицам. Чтобы предотвратить попадание «грязного» воздуха внутрь, в чистой комнате поддерживается избыточное давление.
Для работы используется фотошаблон слоя — плёнка или стеклянная пластина с изображением топологии. На прозрачной основе нанесены тёмные участки, которые не пропускают свет и тем самым формируют рисунок при экспонировании. Фотошаблоны изготавливаются по данным проекта платы на фотоплоттере.

Специалист проверяет фотошаблон перед использованием. В чистой комнате он работает в спецодежде, маске и перчатках.
На медную поверхность заготовки наносят фоторезист — светочувствительный полимер, свойства которого изменяются под действием ультрафиолетового излучения. В данном процессе применяется плёночный фоторезист, который впоследствии засвечивается через фотошаблон.

Ламинируем заготовку фоторезистом прессом с нагревом.
После нанесения фоторезиста и совмещения заготовки с фотошаблоном выполняют экспонирование — засветку слоя ультрафиолетом через шаблон.

Тёмные участки фотошаблона не пропускают свет.
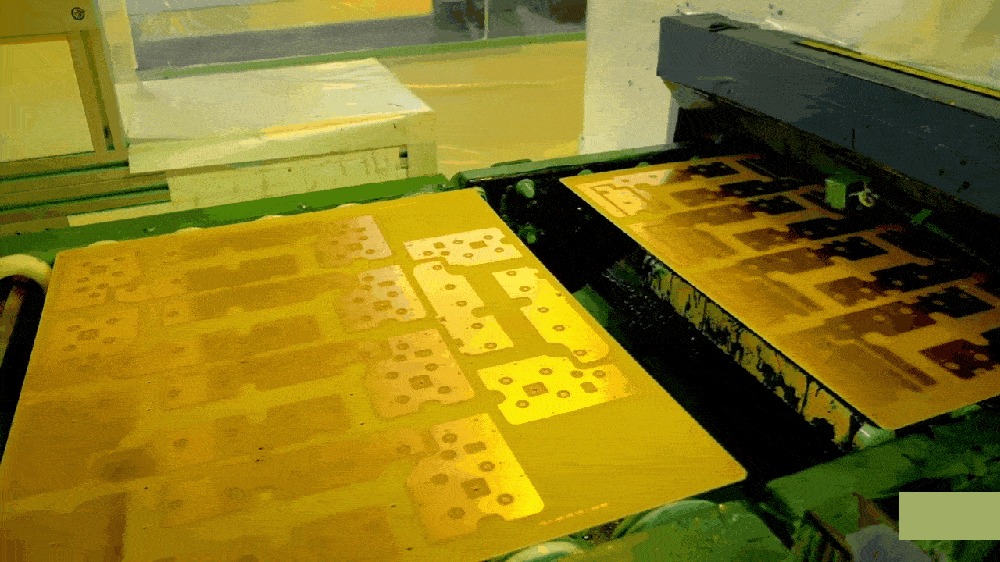
Далее необходимо удалить медь на открытых, засвеченных участках: заготовку помещают в травильный раствор, при этом медь под защищёнными фоторезистом областями остаётся, формируя проводящий рисунок слоя.
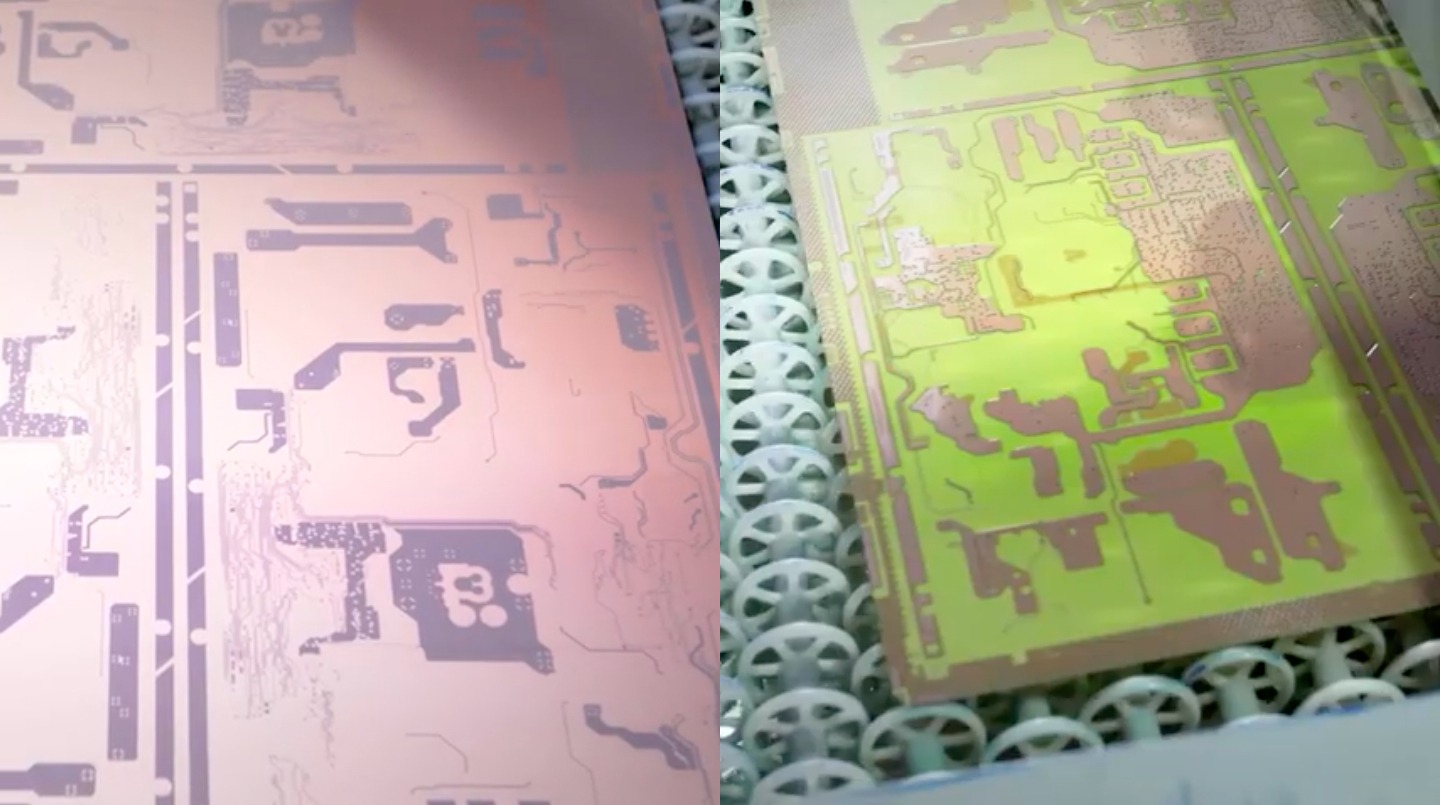
Слева заготовка на входе в линию травления, справа — на выходе. В местах без фоторезиста медь удалена и остался только проводящий рисунок.
По завершении травления фоторезист свою задачу выполнил и больше не требуется, поэтому его остатки удаляют с поверхности меди химическим способом.
AOI внутренних слоёв (автоматическая оптическая инспекция)
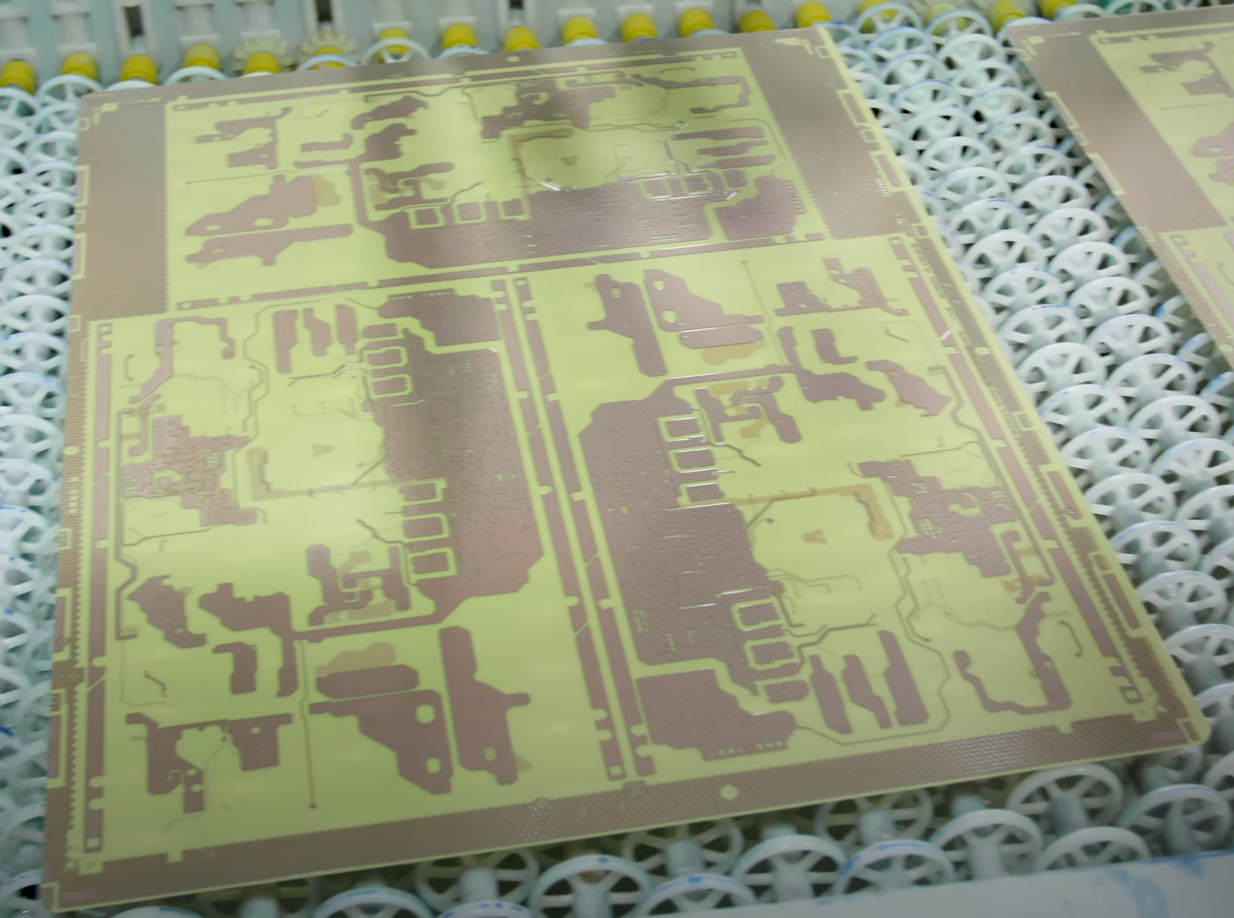
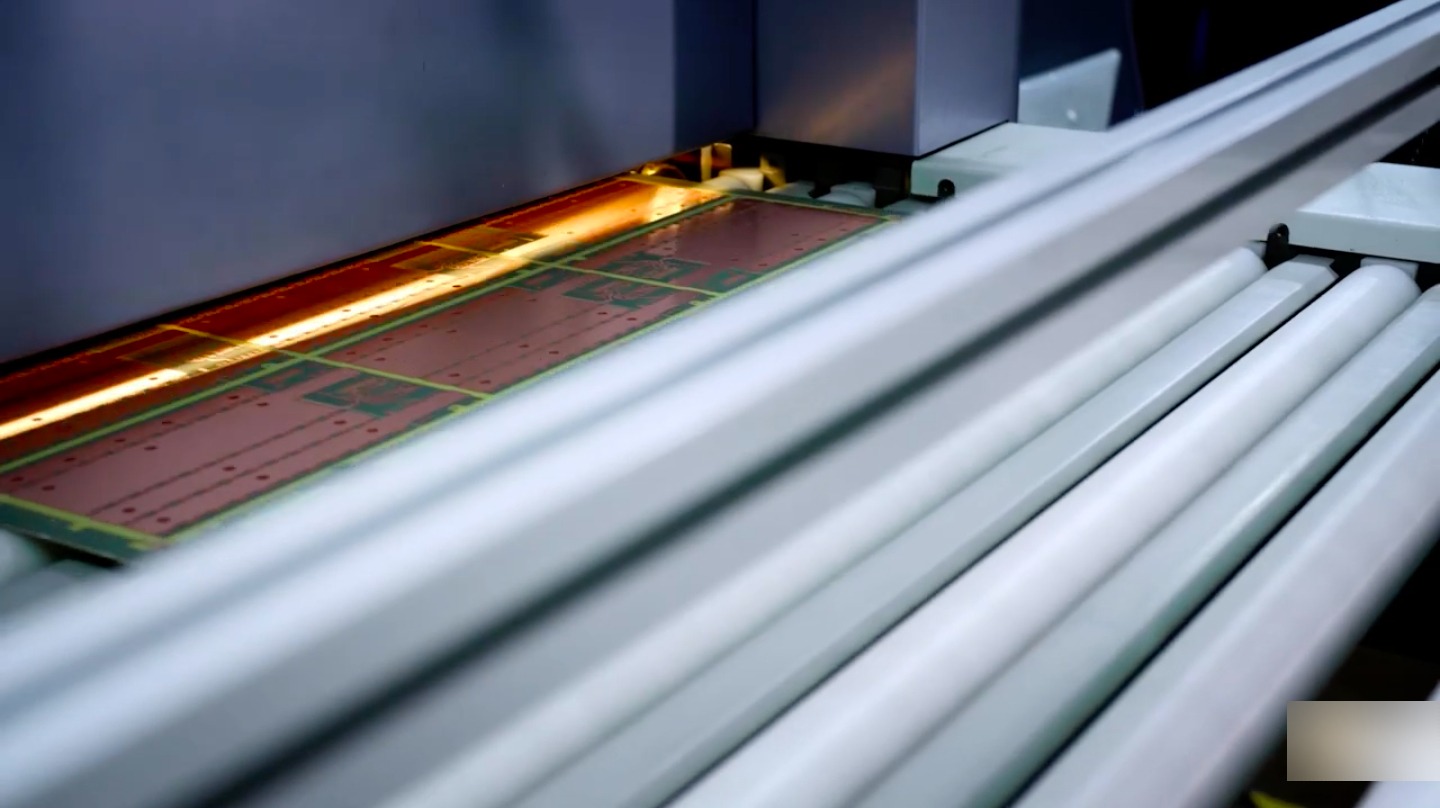
После сушки все заготовки проходят двустороннюю проверку на линии автоматической оптической инспекции внутренних слоёв. Сканер поочерёдно просматривает обе стороны платы, формируя высокоточное изображение полученной топологии меди.

Сканер просвечивает заготовку на наличие дефектов.
100% плат проходит оптическую инспекцию
Мы не допускаем ремонт обрывов. Если находим такую плату, сразу бракуем.
Далее автоматика послойно сравнивает реальный рисунок с идеальной топологией из проектных файлов, с учётом допуска по ширине проводников, зазорам и другим параметрам. Любое подозрительное расхождение — обрыв, замыкание, недотрав, лишний фрагмент меди или искажение геометрии — помечается системой, и такая плата автоматически уходит на дополнительную проверку инженером‑контролёром.
За счёт АОИ мы отлавливаем скрытые дефекты на самом раннем этапе, пока внутренние слои ещё не собраны в пакет. Это резко снижает долю брака на дальнейших стадиях.
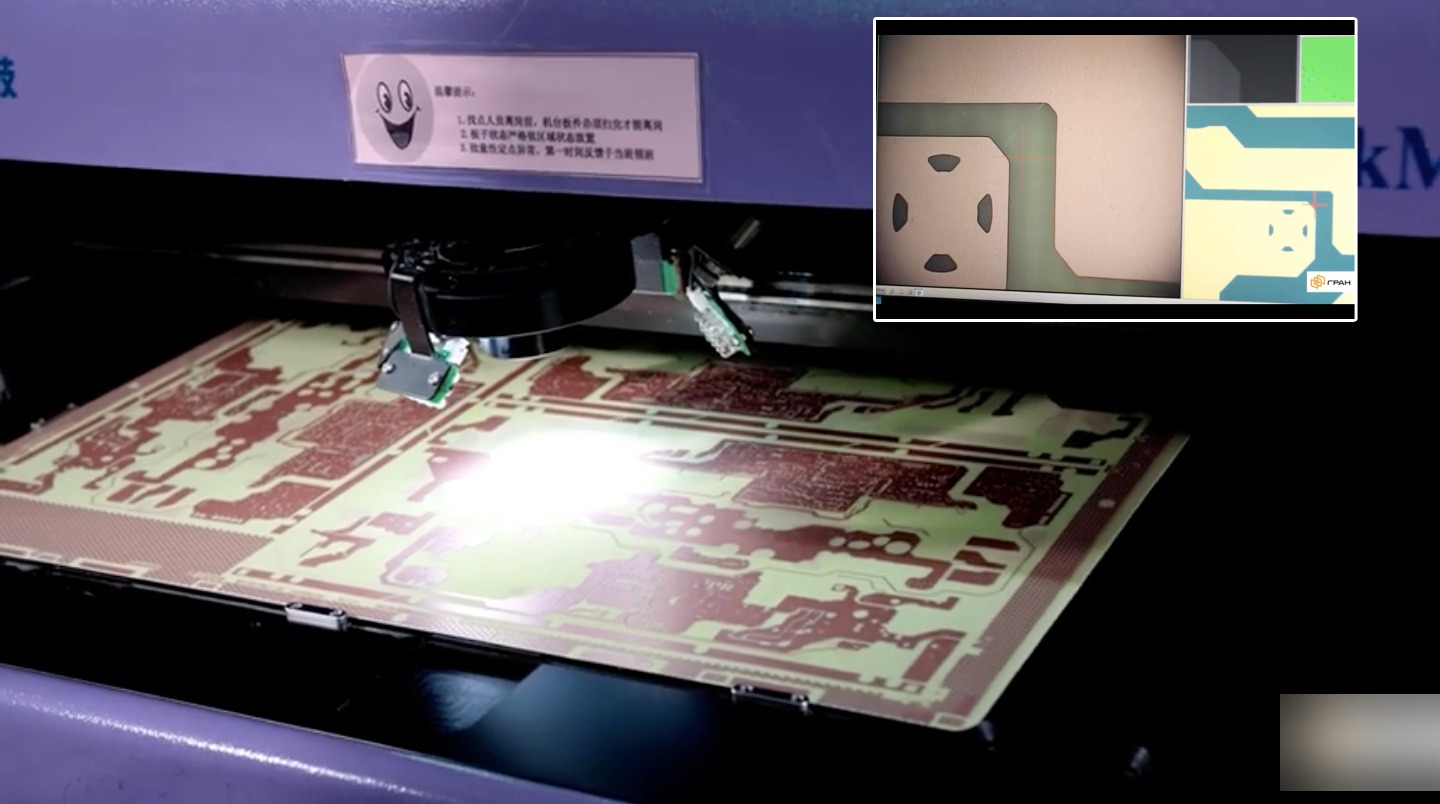
Робот-микроскоп исследует топологию платы и выводит картинку на экран. После проверки специалист принимает решение отбраковывать заготовку или нет.
Прессование. Сборка многослойного пакета
На предыдущем этапе мы получили все внутренние слои платы по проекту, теперь их нужно соединить в единую жёсткую конструкцию. Для этого оператор собирает «сэндвич»: поочерёдно укладывает внутренние слои, прокладывает их слоями препрега и добавляет медную фольгу сверху и снизу — это будущие внешние слои платы.
Перед сборкой медную поверхность внутренних слоёв обрабатывают в оксидной линии, чтобы увеличить шероховатость и улучшить адгезию смолы. Затем каждый стек формируется по заданной структуре: чередуются медные слои и листы препрега, контролируется ориентация и совмещение.
Препрег — это материал для склеивания слоёв платы: по сути тот же стеклотекстолит, но с меньшим содержанием наполнителя, из‑за чего он остаётся более гибким. При нагреве до примерно 180 °C и давлении порядка 20 кг/см² смола в препреге плавится, заполняет межслойное пространство и пропитывает стеклоткань.
Собранные стеки прокладывают нагревательными и разделительными листами и собирают в пресс‑пакеты. Пакеты загружают в термопресс, где по заданному температурно‑временному профилю происходит нагрев, выдержка под давлением и последующее контролируемое охлаждение.
После охлаждения смола отверждается, и получается монолитная многослойная заготовка, в которой все внутренние слои надёжно склеены и зафиксированы по толщине. Препрег здесь работает как «двухсторонний скотч» для меди: он прочно связывает отдельные слои в единый пакет, сохраняя геометрию и обеспечивая механическую прочность будущей платы.
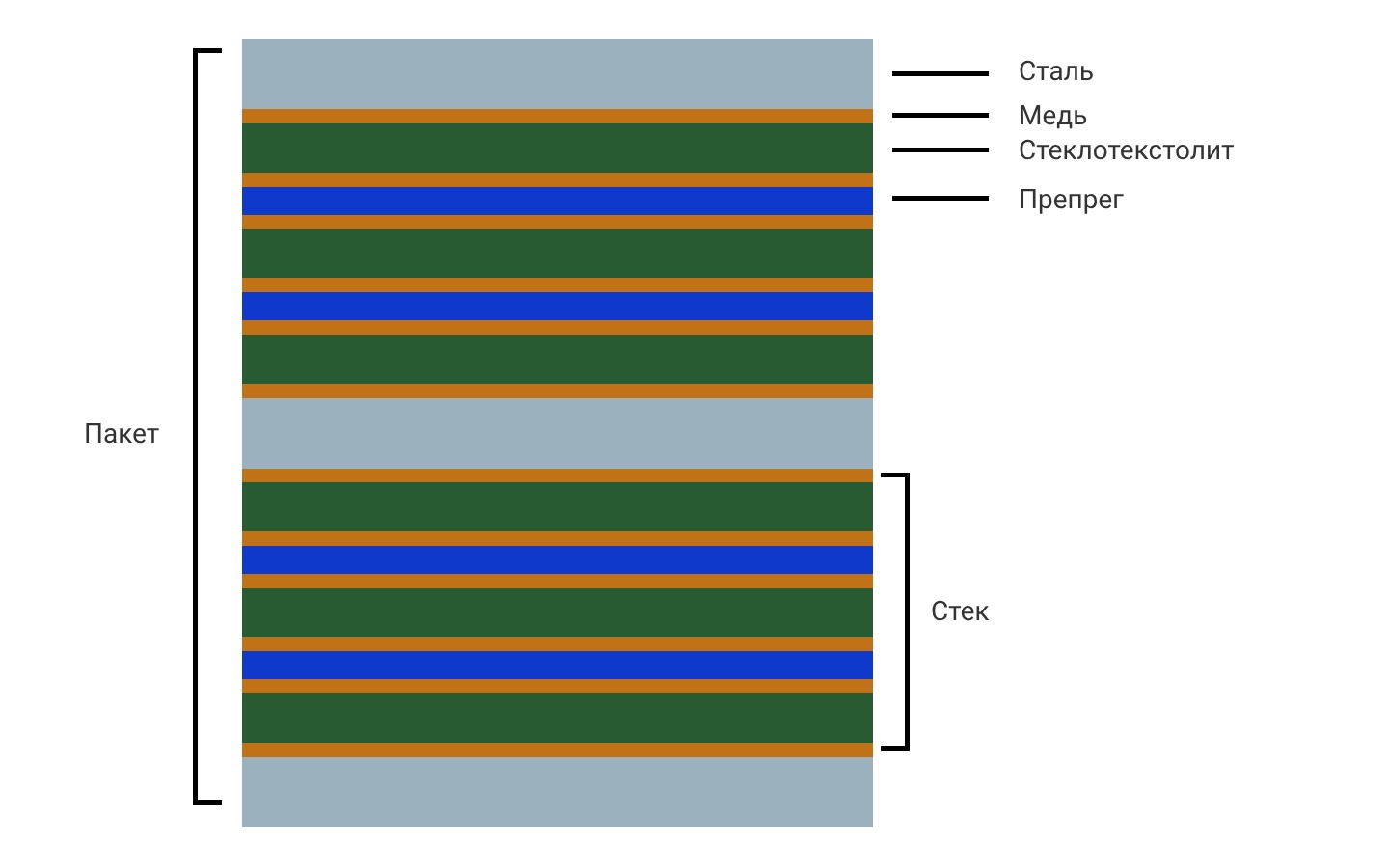
Укладываем стек, закрепляем листом из стали, затем укладываем новый стек.
Теперь наш пакет из стеков готов. Отправляем его в пресс для запекания.

Оператор помещает пакет в пресс.
Процесс прессования проходит при строго заданных температуре и давлении в течение определённого времени, чтобы смола препрега размягчилась, заполнила межслойные промежутки и после отверждения надёжно связала все слои между собой, формируя монолитную многослойную печатную плату.
Сверление отверстий
В спрессованной заготовке выполняются все необходимые отверстия.
Типы отверстий:
монтажные — для установки выводных компонентов;
крепёжные — для фиксации платы в корпусе;
переходные — для соединения слоёв между собой.
Перед тем как начать сверление, заготовки снова собираются в пакет. Очень важно обеспечить точное совмещение контактных площадок всех слоёв относительно будущих отверстий — от этого напрямую зависит качество электрических соединений и монтажных узлов.
Процесс сверления:
заготовки собираются в пакет;
пакеты закрепляются в установке;
сверху прокладываются тонкие стальные листы для повышения точности и уменьшения износа инструмента;
в станок загружается программа сверловки, сформированная по данным Gerber‑файлов проекта;
оператор устанавливает пакет, после чего станок выполняет сверловку по заданной программе.
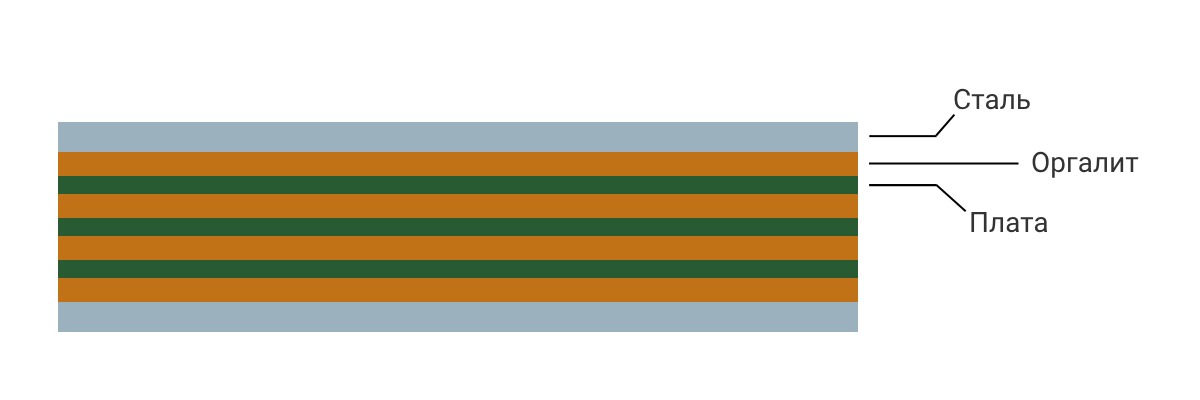
Сверловка целого пакета повышает производительность, потому что станок сверлит несколько заготовок за раз. Стальной лист защищает ободки от повреждения. Оргалитовая прокладка облегчает выход сверла.
Станок сам отслеживает ресурс свёрл и оповестит, когда придёт время их поменять.
Требования к размеру отверстий очень жёсткие. Например, отверстие номинальным диаметром 0,2 мм имеет допуск и может быть в пределах 0,19–0,21 мм, но никак не 0,3 мм. Иными словами, отклонения должны оставаться минимально допустимыми, чтобы обеспечить соответствие плат конструкторской документации, стандартам изготовления и стабильные электрические параметры.
После завершения сверления выполняется контроль качества отверстий. На выборочной или полной выборке плат измеряют диаметры отверстий и проверяют их позиционирование относительно контактных площадок и топологии. Для этого используют оптические измерительные системы или специализированные контрольные шаблоны, чтобы убедиться, что фактические размеры и координаты отверстий укладываются в заданные допуски и не приведут к смещению дорожек, нарушению изоляции или проблемам при монтаже компонентов.
Металлизация отверстий
Отверстия просверлены. Теперь большую часть из них нужно металлизировать, то есть сформировать на стенках отверстий медное покрытие, чтобы обеспечить прохождение тока между слоями платы. Это гальванический процесс осаждения меди на неметаллических стенках отверстий.

Рабочий готовит платы к металлизации.
Сначала выполняется механическая и химическая подготовка: удаляются заусенцы и пыль, очищаются стенки отверстий. После этого панели последовательно погружаются на заданное время в технологические ванны. Сначала — в раствор активатора на основе палладия, который создаёт тонкий проводящий слой на стенках отверстий. Затем — в ванну с медным электролитом, где под действием электрического тока на этих стенках осаждается медь до требуемой толщины.

Автоматическая линия химического осаждения меди.
Металлизацию делаем не менее 25 мкм по умолчанию для всех плат.
Такая металлизация соответствует 3 классу изготовления по IPC
IPC — это международный стандарт, который регламентирует все процессы производства.
Формирование топологии внешних слоёв
Теперь займёмся внешними слоями платы. Топологию внешних слоёв формируем по аналогии с внутренними. Разница в том, что на внутренних слоях мы убирали фоторезист там, где нужно было убрать медь, а теперь наоборот: удаляем фоторезист там, где медь нужно оставить.

Оператор засвечивает фоторезист сразу с двух сторон.
Сначала наносим фоторезист и засвечиваем его через фотошаблон с нужным рисунком проводников. Затем удаляем засвечённый фоторезист и защищаем полученную топологию металлорезистом — оловянно‑свинцовым покрытием, которое закрывает проводники и металлизированные отверстия на этапе травления. Кроме того, металлорезист временно защищает медь от окисления.
После этого удаляем незасвечённый фоторезист и стравливаем лишнюю медь, открывшуюся между проводниками. В завершение удаляем металлорезист — в результате на внешних слоях остаётся нужный рисунок медных проводников и контактных площадок.
Внешние слои нашей платы готовы.
AOI внешних слоёв
Внешние слои проходят повторную автоматическую оптическую инспекцию по тому же принципу, что и внутренние: проверка соответствия Gerber-файлам, выявление обрывов, замыканий, перетравов.
Не забываем и про 100% оптический контроль.
Заполнение переходных отверстий
Некоторые переходные отверстия необходимо заполнить. Для этого применяем процесс аналогичный трафаретной печати.
В качестве материала используем паяльную маску, которую продавливаем через отверстия трафарета в открытые переходные отверстия платы. Маска должна заполнить объем отверстия не менее чем на 70%.
На этапе подготовки изготавливаем трафарет с окнами в зонах нужных переходных отверстий и совмещаем его с платой. Затем выполняем один или несколько проходов ракеля, чтобы продавить маску через отверстия и добиться требуемой степени заполнения.
Процесс заполнения отверстий.
Нанесение паяльной маски (Solder Mask)
Паяльная маска защищает плату от растекания припоя при пайке и дополнительно работает как диэлектрик между проводниками.
Паяльная маска — это жидкий фоторезистивный материал, который наносят на всю заготовку платы, засвечивают по рисунку, а затем отверждают до окончательной твёрдости.
Самый распространённый цвет маски — зелёный, но также широко применяют чёрную, белую, синюю и красную маску.
Стоит обратить внимание, что использование цветов, отличных от зелёного, сужает технологические возможности нанесения. Почему так происходит? Разные цвета по-разному поглощают излучение, в связи с чем производители оборудования для экспонирования стремятся получить лучшие параметры при использовании зеленых паяльных масок. Данный цвет лучше всего подходит для фотопроцессов и является «стандартным» для индустрии. Кроме того, качество нанесения масок некоторых цветов не может быть проверено на автоматизированном оптическом контроле.
Общий процесс нанесения:
На всю поверхность заготовки наносят жидкую фоторезистивную маску (ракелем через трафарет или спреем в автоматической линии).
Заготовку подсушивают: маска должна перестать быть влажной на ощупь и не прилипать к рукам, но ещё не полностью полимеризоваться.
Маску засвечивают ультрафиолетом по рисунку — через фотошаблон или напрямую, в зависимости от оборудования.
Незасвеченные области смывают, остаётся только нужный рисунок маски.
Оставшуюся маску окончательно задубливают, чтобы она набрала полную механическую прочность и стойкость.
Существует два основных метода нанесения маски: ракельный и спрей‑метод.
Нанесение ракелем
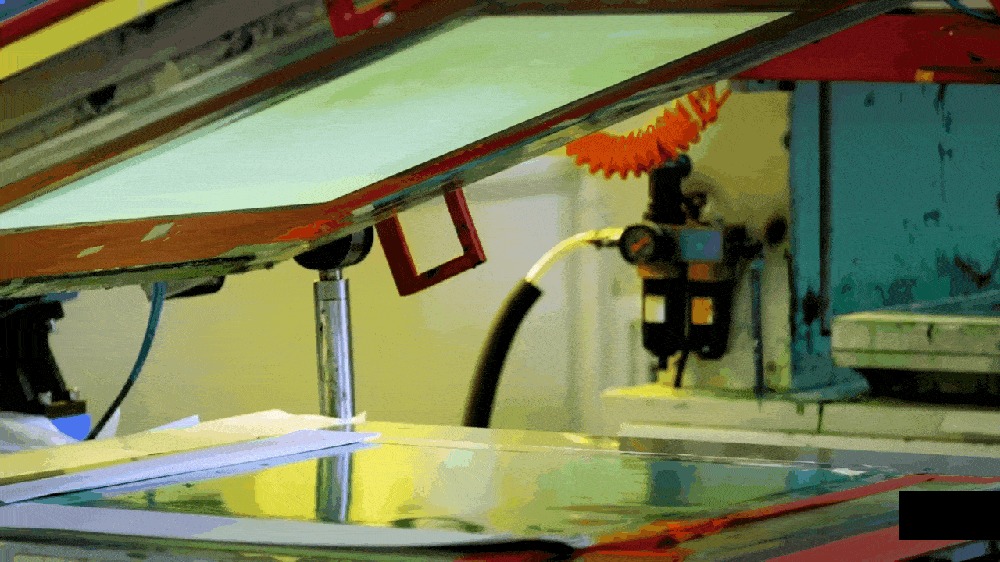
Оператор устанавливает плату на рабочий стол и фиксирует над ней трафарет с нужным рисунком.
На край трафарета наносится паста паяльной маски.
Ракель одним или несколькими проходами продавливает маску через отверстия трафарета на поверхность платы.
После нанесения оператор снимает трафарет и отправляет плату на сушку.

Оператор наносит паяльную маску ракелем.
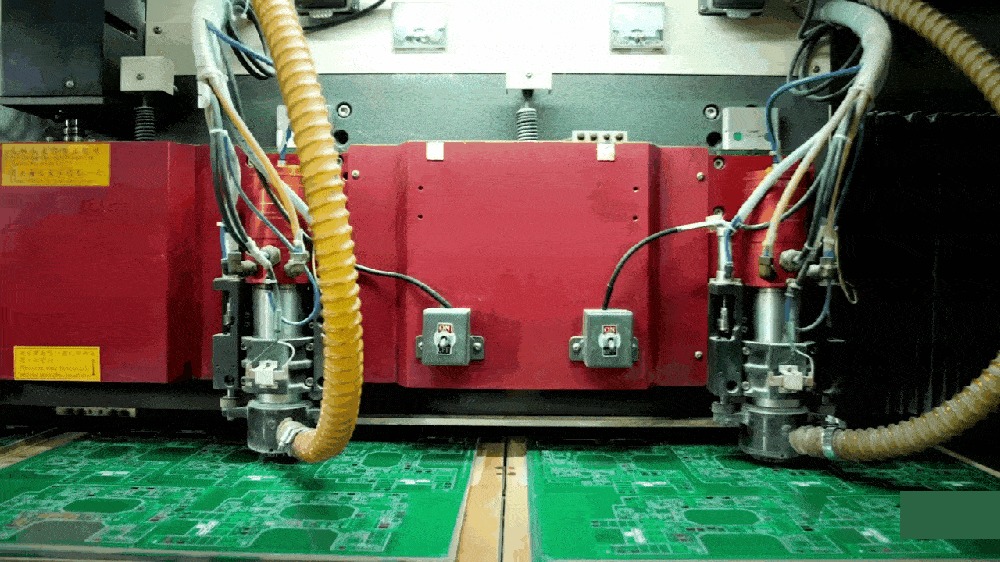
Нанесение спреем
Оператор размещает заготовку на линии нанесения маски.
Станок автоматически наносит маску на первую сторону, затем поворачивает заготовку и наносит маску на вторую сторону.
После выхода из машины заготовку также подогревают для подсушки слоя.
Нанесение маски спреем.
Только что нанесенная маска заметно блестит, потому что ещё влажная. Плату подогревают, чтобы маска немного подсохла и перестала липнуть к рукам — это облегчает последующие операции и уменьшает риск повреждения покрытия.
Далее выполняют экспонирование:
некоторые области маски нужно засветить УФ‑излучением через фотошаблон,
какие именно области должны остаться, задаётся в Gerber-файлах проекта (фотошаблоны формируются на их основе).
Процесс экспонирования паяльной маски.
После экспонирования незасвеченные участки маски удаляют в проявителе, и на плате остается только нужный рисунок. Затем паяльную маску окончательно отверждают (задубливают) при повышенной температуре, чтобы она приобрела окончательную твёрдость и диэлектрические свойства.
Мы контролируем толщину маски
В соответствии с нашим внутренним стандартом
Шелкография
Шелкография (она же маркировка платы) даёт возможность нанести на плату данные о компонентах, их местоположение и ориентацию, обозначить контрольные зоны, внести любую дополнительную информацию об устройстве, в том числе логотип компании.
Помимо шелкографии часто наносят и дополнительную маркировку:
дату производства;
код негорючести;
логотип завода-изготовителя;
серийные номера;
QR- и DataMatrix-коды.
Шелкографию наносим методом трафаретной печати: продавливаем специальную краску через трафарет с рисунком маркировки. Данные для трафарета берем из файлов проекта — там задаётся, какие надписи, обозначения и коды должны появиться на плате и в каких местах.

В конце оператор проверяет качество нанесения.
После нанесения маркировки платы отправляем сушиться в печь, чтобы краска закрепилась и не стиралась при дальнейших операциях и эксплуатации.

Оператор помещает платы в печь после нанесения шелкографии.
Финишное покрытие
Финишное покрытие защищает открытые медные площадки от окисления и обеспечивает паяемость компонентов. В качестве покрытия используют сплавы других металлов: золото, серебро, олово, никель.
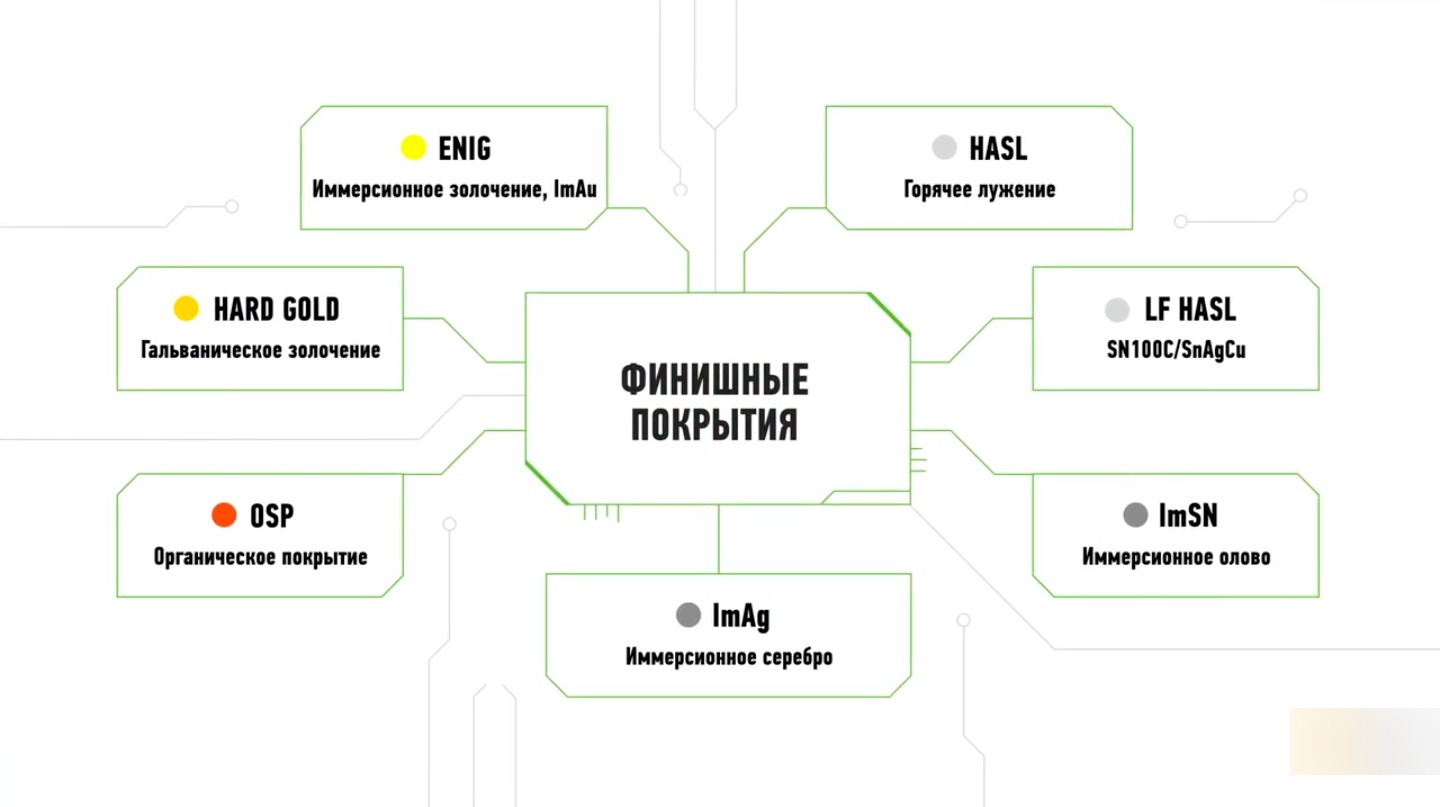
Популярные финишные покрытия.
Рассмотрим два самых популярных варианта: HASL и ENIG.
HASL: горячее лужение
При горячем лужении (HASL) заготовку окунают в ванну с расплавленным припоем из сплава олова и свинца. Припой покрывает контактные площадки, образуя защитный и паяемый слой. Излишки припоя удаляют струей воздуха, выдувая его с поверхности платы.

Оператор погружает заготовку в ванну с припоем.
ENIG: иммерсионное золочение
ENIG — это финишное покрытие контактных площадок в два слоя: никель плюс золото. Заготовки последовательно опускают в химические ванны: сначала никель осаждается на медь, затем золото осаждается на слой никеля. Такой многослойный барьер хорошо защищает медь и даёт стабильную паяемость и надежный контакт при соединениях.
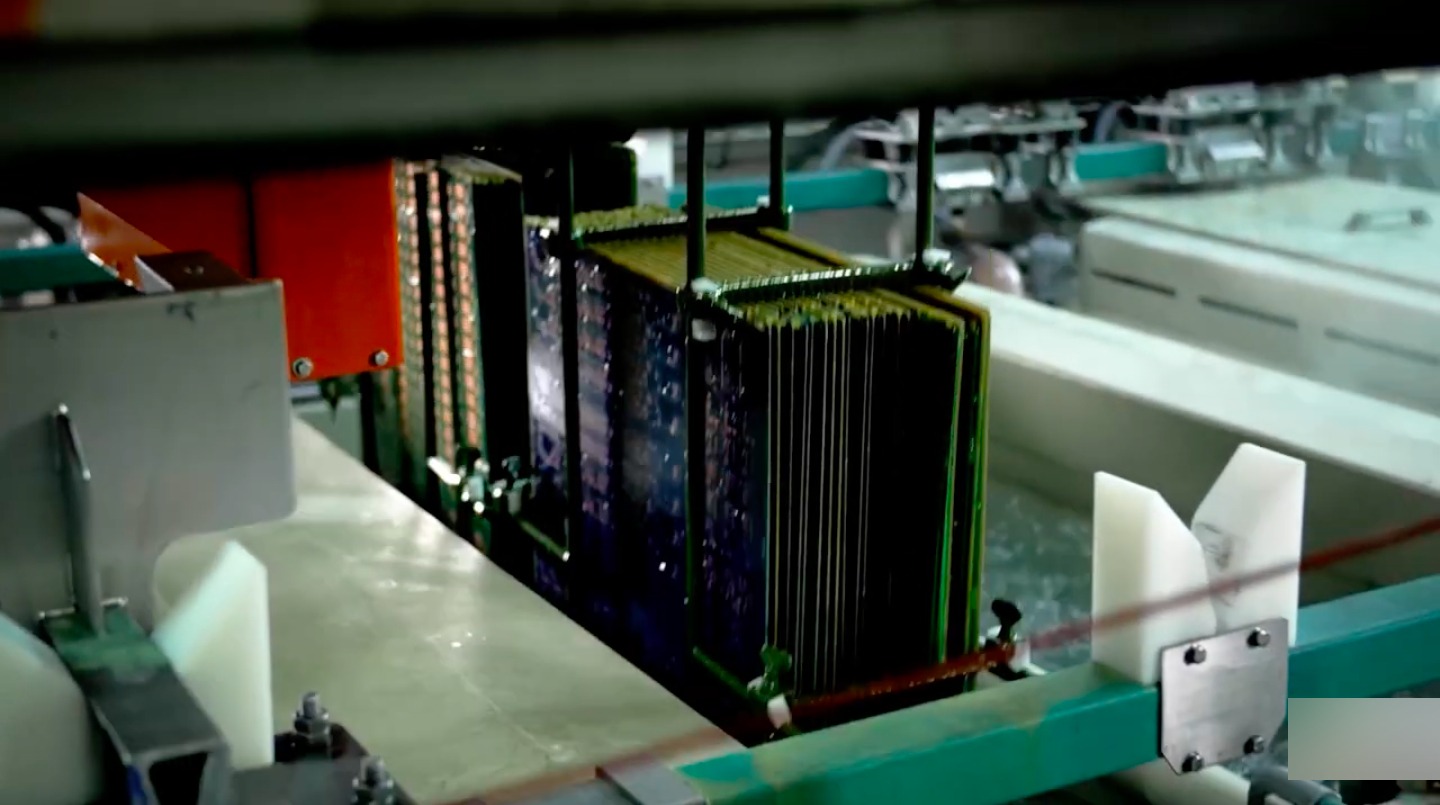
Заготовки на линии опускаются в химические ванны для нанесения финишного покрытия иммерсионным путём.
Толщину покрытия всегда контролируем
В соответствии с нашим внутренним стандартом
Обработка контура
На этом этапе из заготовок получают одиночные платы или мультиплицированные панели.
Мультиплицированная панель — это несколько одинаковых плат, размещенных на одной общей заготовке.
Для удобства разделения плат после монтажа компонентов, необходимо обработать контур плат или панелей. Размеры и форма контура задаются в проекте, поэтому на этом этапе контролируют все размеры на соответствие требованиям и допускам.
Существует два основных способа обработки контура: фрезерование концевой фрезой и скрайбирование (V‑cut).
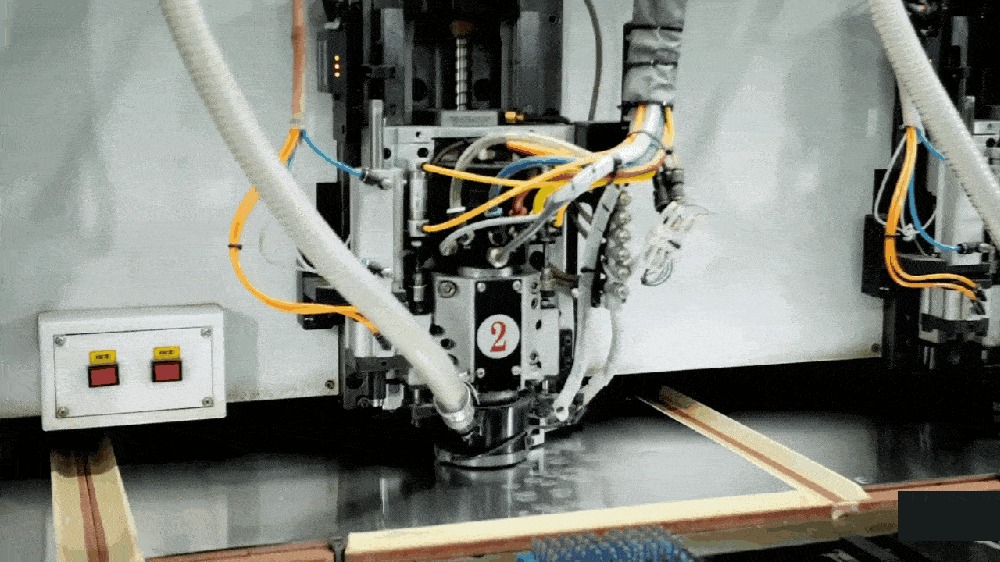
Фрезерование
Фрезерование применяют для плат со сложной геометрией, когда разделить их прямыми линиями невозможно. Инструмент обходит контур по заданной траектории, формируя нужную форму платы. Одно из преимуществ метода — компоненты могут располагаться у боковых кромок платы без риска повреждения при разделении.
Процесс фрезеровки контура.
Скрайбирование (V‑cut)
Скрайбирование используют в основном для прямоугольных панелей. Станок делает прямолинейные надрезы заданной глубины с двух сторон заготовки с помощью дискового ножа, формируя по контуру «линию излома». Основное преимущество этого способа — высокая скорость, но если компоненты расположены слишком близко к линии разделения, при разломе панели есть риск их повреждения; также метод не подходит для плат нестандартной формы.
Процесс скрайбирования контура.
Фрезерование и скрайбирование можно применить и совместно: часть контура обрабатывается одним способом, а часть – другим.
Электротест
На заключительном этапе производства все платы проходят электрический контроль. Проверяется, нет ли обрывов, коротких замыканий между цепями и везде ли есть электрический контакт.
Существует два основных способа проведения электротеста: адаптерный и метод летающих щупов.
Адаптерный метод: для серийного производства
Плата проверяется через контакты‑пины адаптера. Сначала специалист изготавливает игольчатое ложе, с помощью которого установка подключается ко всем необходимым контактным площадкам платы.

Специалист готовит игольчатое ложе, для каждого проекта оно своё.
Затем тестовая установка прижимает плату к ложу и подаёт напряжение, автоматически проверяя все цепи.
Установка проводит электротест поданных в неё плат.
Основной минус метода — для каждого проекта нужно разрабатывать и изготавливать свою оснастку. Основной плюс — высокая скорость тестирования, поэтому адаптерный метод применяют для больших серий.
Летающие щупы: для мелких партий и прототипов
В этом методе два щупа на механических головках перемещаются над платой и по очереди касаются контрольных точек. Движением щупов управляет компьютер по заранее подготовленной программе.
Участки платы подсвечены зелёным – электротест пройден.
Главное преимущество — для каждой новой платы не требуется изготавливать отдельную оснастку. Тест идёт медленнее, чем на адаптере, поэтому метод летающих щупов используют в основном для прототипов и небольших партий.
Финальная инспекция (Final Quality Check)
Перед отгрузкой все печатные платы проходят автоматизированный визуальный контроль. Установка сравнивает изображение платы с эталонными данными и помечает все подозрительные участки. Спорные места дополнительно проверяет оператор и принимает решение о соответствии платы спецификациям ГРАН.
Качество металлизации контролируется с помощью микрошлифа. Для этого отрезают небольшой фрагмент платы, заливают его эпоксидной смолой и полируют до получения ровного сечения. Полученный образец изучают под микроскопом с увеличением примерно ×100–200. Специалисты проверяют равномерность слоя меди, отсутствие разрывов, пустот и посторонних включений, а также оценивают толщину металлизации.

Микрошлиф — это кусок платы, который мы исследуем под микроскопом.
Упаковка
После финальной инспекции партия плат готова к отправке заказчику — остаётся правильно её упаковать. Платы упаковываются в соответствии с требованиями ГРАН с использованием антистатических материалов, чтобы защитить изделия от механических повреждений и электростатических разрядов.
Условия упаковки зависят от трёх факторов: способа транспортировки, требований заказчика и чувствительности компонентов на плате. В зависимости от этих параметров подбирают тип защитной тары, число плат в стопке, варианты разделителей и дополнительные влагозащищенные элементы. Упаковка должна обеспечивать сохранность плат на всём пути следования до линии монтажа заказчика.
Партии комплектуют в герметичные антистатические пакеты и помещают в транспортные коробки с учётом требований по маркировке и ориентации плат. Важно, чтобы упаковка исключала изгибы, удары и истирание, а также снижала риск накопления заряда и разряда на токоведущих элементах.
К каждой партии плат формируется комплект документов:
сертификат соответствия (certificate of compliance);
микрошлиф;
образец паяемости;
образец платы для отладки процесса пайки на оборудовании заказчика.
Образец паяемости используют технологи заказчика для проверки стабильности процесса пайки на их линии. По нему настраивают режимы печати пасты, пайки и мойки, оценивают смачивание площадок, отсутствие непропаев и перемычек.
Отладочную плату запускают в том же технологическом маршруте, что и основной продукт. На ней обкатывают термопрофиль пайки, проверяют работу оснастки и программы расстановки компонентов, минимизируя риск экспериментов на серийных изделиях.
На этом производство стандартной жесткой печатной платы завершено, и она готова стать управляющим центром вашей электроники.
Заключение. На что обратить внимание при заказе
Производство печатных плат — сложный многоэтапный процесс. Качество на каждом этапе влияет на конечный результат.
Данный процесс производства плат также представлен в видео-формате на нашем сайте.
Основные выводы:
Соблюдение принципов DFM на этапе проектирования позволяет избежать большинства дефектов.
Правильная технологическая подготовка производства, при которой учитываются все особенности проекта – залог успеха дальнейшего физического производства плат.
Контроль материалов и условий хранения — основа стабильности.
100% автоматическая оптическая инспекция (AOI) обязательна для всех слоёв.
Толщина металлизации не менее 25 мкм — стандарт надёжности.
Электротест каждой платы — единственный способ гарантировать отсутствие обрывов и замыканий.
Сопроводительные документы (микрошлиф, образец паяемости) подтверждают качество партии.
По нашей практике: большинство проблем при производстве связано с ошибками в исходных файлах или неправильным выбором типа покрытия. Передача проекта инженерам для проверки на раннем этапе — самый эффективный способ снизить риски. Такой подход устраивает и опытных разработчиков, и тех, кто только начинает работать с контрактным производством.
Часто задаваемые вопросы о производстве электроники в Китае
Зачем выстраивать бизнес с выпуском плат именно в Китае?
Там сосредоточена самая мощная база производств и короткие сроки поставки материалов. При сопровождении российских инженеров риски минимальны.
Какие типы плат производятся?
Мы производим все типы плат: одно- и двухсторонние, многослойные, с высокой плотностью компонентов (HDI), гибкие, жёстко-гибкие, полугибкие, СВЧ, на металлическом основании, с толстой медью, платы с использованием высокоскоростных материалов, микрополосковые платы, а также органические подложки.
Может ли российский заказчик напрямую общаться с инженером?
Да. Заказчик работает с инженерами ГРАН Груп на русском языке. Это прозрачный процесс без посредников.
Какие сроки изготовления?
Прототипы — от 5 рабочих дней. Серии — от 2 недель в зависимости от сложности.
Что нужно предоставить для запуска?
Файлы Gerber и параметры платы (используемый материал, финишное покрытие, наличие маски, шелкографии и т.д.).
Влияет ли китайский язык на сложность коммуникации?
Нет, все общение идёт через русских инженеров компании.
Что делать, если качество платы не устраивает?
Контроль на каждом этапе исключает выпуск бракованных плат. Если заказчика что-то не устроит — вопрос решается индивидуально в рамках гарантийных обязательств.