Какие функции выполняют финишные покрытия?
Причина использования того или иного финишного покрытия во многом определяется функцией, которую оно должно выполнять на печатной плате.
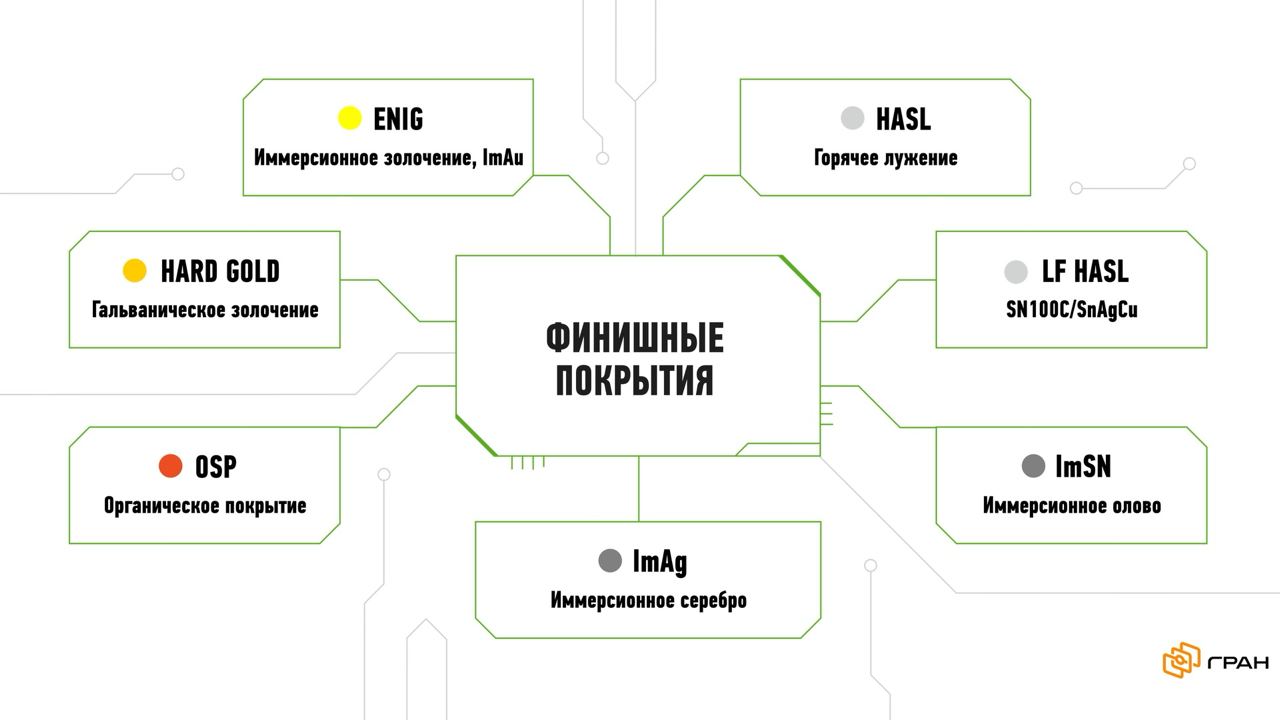
По назначению финишные покрытия можно разделить следующим образом:
- Обеспечение пайки (soldering)
Медные контактные площадки и монтажные отверстия быстро окисляются на воздухе. Из-за этого пайка к голой меди крайне затруднена, поскольку перед этим необходимо удалить оксидную пленку. В данном случае финишное покрытие необходимо для того, чтобы предотвратить окисление меди.
Типы покрытий: HASL, OSP, ENIG.
- Краевые разъемы (edge connectors / gold fingers)
Краевые разъемы – это контактные площадки, находящиеся на краю платы, и необходимые для механического соединения данной платы с ответной частью разъема. Поскольку циклов соединения и разъединения может быть большое количество, для контактных площадок предъявляют повышенные требования по механической прочности на истирание.
Типы покрытий: Hard gold.
- Разварка проволочных микровыводов (wire bonding)
Технология монтажа кристаллов на печатную плату требует осуществить микросварку золотых проводов к контактным площадкам на плате. Для этого финишное покрытие контактных площадок должно обеспечивать возможность проникновения расплавленных материалов друг в друга.
Типы покрытий: ENEPIG, Soft Gold
- Передача высокочастотных сигналов
На высоких частотах сигнал распространяется только по поверхности проводников (т.н. скин-эффект). В связи с этим поверхность СВЧ-проводников, открытая от маски, должна состоять из материала с низким сопротивлением. При этом слой материала должен быть толще, чем глубина, на которую сигнал попадает в проводник.
Типы покрытий: Иммерсионное серебро.
- Использование в плате технологии запрессовки разъемов (press-fit)
В данном случае может требоваться особое покрытие, обеспечивающее легкость и технологичность запрессовки.
Типы покрытий: Иммерсионное олово.
- Контакты кнопок
Прямо на плате могут быть расположены контактные группы проводников, выполняющие функции кнопок. Такие контактные площадки должны быть стойки к механическому воздействию.
Типы покрытий: Карбоновое (графитовое) покрытие.
Какие процессы используются для получения финишных покрытий?
Для того, чтобы разобраться в способах получения всего разнообразия финишных покрытий, нужно понимать, какие типы физических и химических процессов используются.
Всего можно выделить 5 процессов, которые используются при формировании покрытий:
- Адгезия материала покрытия в жидкой фазе к меди
Медь можно напрямую покрыть защитным слоем. Материал покрытия в жидкой фазе наносится на контактные площадки и затем затвердевает. Такой процесс используется для нанесения свинцового/бессвинцового лужения (HASL) и графитового покрытия контактных групп (carbon print).
- Процесс адсорбции
Материал финишного покрытия адсорбируется из специального раствора на поверхность меди, пока платы находятся в ванне с данным раствором. С помощью этого процесса получают органическое защитное покрытие (OSP).
- Гальваническое осаждение металла (электролиз)
Используется процесс осаждения на электродах растворенных веществ, осуществляющийся при прохождении тока через раствор электролита. Ионы металлов движутся к катоду, а отрицательные ионы кислотных остатков и гидроксильной группы движутся к аноду. Контактные площадки печатной платы в данном случае выступают в роли катода – на них и осаждается один или несколько защитных слоев металла. Электролиз применяется для осаждения слоев металлов при формировании покрытий Flash Gold, Soft Gold и Hard Gold.
- Химическое осаждение металла (англ. electroless)
Химическое осаждение происходит в результате окислительно-восстановительной реакции. При такой реакции толщина осаждаемого металла увеличивается в течение всего времени нахождения платы в ванне с раствором. Таким образом, толщина осаждаемого слоя контролируется за счет времени нахождения плат в ванне. При помощи химического осаждения получают толщину слоя металла порядка 3-6 мкм. Процесс применяют для осаждения подслоя никеля для ENIG и для осаждения подслоев никеля и палладия в ENEPIG.
- Иммерсионное осаждение слоя металла
В данном случае используется реакция замещения. Толщина осаждаемого (иммерсионного) слоя будет расти со временем, но с ростом толщины скорость осаждения будет падать. Таким образом, данный химический процесс будет самоограничивающимся. Толщина полученного слоя редко будет превышать 0.1 мкм (100 нм), а типовое значение составит 0.05 мкм (50 нм). Процесс применяется для осаждения слоя золота в ENIG и ENEPIG, а также для осаждения иммерсионного олова (ImSn) и иммерсионного серебра (ImAg).
Как наносят покрытие горячее лужение (HASL)?
Дословная расшифровка аббревиатуры на русский язык будет означать «воздушное выравнивание горячего припоя».
Как именно происходит этот процесс?
- Заготовки плат флюсуются. Происходит это на конвейере в автоматическом режиме. По мере продвижения заготовки по роликам, вся ее поверхность оказывается покрыта жидким веществом, выполняющим роль флюса.
- Заготовка устанавливается на направляющие и затем погружается в ванну с расплавленным припоем.
- При подъеме заготовки два мощных сфокусированных потока воздуха удаляют излишки и выравнивают слой припоя с обеих сторон платы.
- Облуженная заготовка охлаждается.
- На заключительном этапе происходит отмывка остатков флюса.
Заметим, что процессы свинцового (HASL) и бессвинцового (LF-HASL) лужения друг от друга ничем кроме температуры и материала припоя не отличаются. Однако, из-за все большей распространенности бессвинцового лужения, производства все чаще отказываются от наличия у себя линий по свинцовому лужению и все больше стараются отдавать процесс свинцового лужения на аутсорсинг. Это сопряжено с увеличением сроков изготовления и сужением перечня доступных производств.
Из описания технологического процесса становится понятно, что для нанесения покрытия горячего лужения (HASL) не требуется сложного оборудования и дорогостоящих материалов/реагентов. При этом покрытие прекрасно монтируется, если не используются компоненты с малым шагом.
Чем ограничено применение покрытия HASL (горячее лужение) на печатных платах?
Плюсы HASL:
- Низкая стоимость.
- Отличная паяемость и механическая прочность соединения.
Пайка происходит непосредственно к меди без использования промежуточного слоя никеля, как в случае с ENIG.
- Обеспечивает широкий диапазон тепловой обработки.
- Длительный срок хранения.Гарантийный срок сохранения паяемости – 12 месяцев (но по факту покрытие сохраняет паяемость несколько лет).
- Легко ремонтируется, возможно множество циклов пайки.
- Легко инспектируется на входном контроле.
Минусы HASL:
- Неровная поверхность контактных площадок.
Толщина HASL может варьироваться от 1-2 мкм до 40 мкм на одной и той же контактной площадке в силу физики процесса нанесения.
- Не подходит для SMD- и BGA-компонентов с шагом менее 0.50 мм.
- Не подходит для BGA- площадок диаметром менее 0.35 мм.
- Требует обязательного формирования масочной перемычки при зазорах между площадками менее 0,30 мм.
При несоблюдении этого требования возможно возникновение перемычек при пайке.
- Бессвинцовый HASL (lead-free HASL) требует высокой температуры пайки.
Таким образом, становится понятно главное ограничение по применению HASL – это использование компонентов с мелким шагом. В этом случае необходимо рассматривать применение иммерсионных типов покрытий, либо OSP.
Как наносят иммерсионное золото (ENIG)?
ENIG расшифровывается как Electroless Nickel and Immersion Gold. Покрытие представляет собой тончайший слой золота (Au), нанесенный на более толстый слой никеля (Ni), нанесенный, в свою очередь, на медь контактной площадки.
Для того, чтобы осадить на медь эти слои металла, используют два отличных друг от друга процесса:
1. Слой никеля формируют с помощью химического осаждения (англ. electroless).
Химическое осаждение происходит в результате окислительно-восстановительной реакции. При такой реакции толщина осаждаемого металла увеличивается в течение всего времени нахождения платы в ванне с раствором.
Таким образом, толщина осаждаемого слоя контролируется за счет времени нахождения плат в ванне. При помощи химического осаждения получают слой никеля толщиной порядка 3-6 мкм.
2. Затем на никеле формируется гораздо более тонкий слой золота с помощью иммерсионного осаждения – используется реакция замещения.
Толщина иммерсионного слоя будет расти со временем, но с ростом толщины скорость осаждения будет падать.
Таким образом, данный химический процесс будет самоограничивающимся. Толщина полученного слоя редко будет превышать 0.1 мкм (100 нм), а типовое значение составит 0.05 мкм (50 нм).
Нанесение ENIG происходит на автоматизированной установке конвейерного типа, состоящей из соединенных в единую конструкцию ванн с химическими растворами. Кассеты с заготовками плат погружаются на нужное время в нужный раствор согласно заложенной программе.
Контроль происходит в автоматизированном режиме для поддержания нужных концентраций и своевременной замены реагентов.
Очевидно, что использование золота и сложность технологии делают покрытие ENIG более дорогим по сравнению с HASL. Однако, существуют серьезные ограничения по применению горячего лужения. К тому же, для более сложных плат разница в стоимости становится совсем небольшой. В результате ENIG является сейчас самым популярным покрытием для плат, в которых использование HASL невозможно.
Почему органическое покрытие (OSP) редко используется?
Финишное покрытие OSP (англ. Organic Surface Preservative) – органическое покрытие, защищающее медь от окисления. Представляет собой тонкую прозрачную пленку, осаждаемую на медь.
Для осаждения используется процесс адсорбции. Материал финишного покрытия адсорбируется из специального раствора на поверхность меди, пока платы находятся в ванне с данным раствором.
В случае с OSP пайка происходит непосредственно к меди, а органическая пленка разрушается под воздействием высокой температуры и флюса.
У данного типа покрытия есть два больших плюса, оправдывающих его использование: оно имеет низкую стоимость, сопоставимую с обычным горячим лужением, и при этом подходит для монтажа SMD- и BGA- компонентов с мелким шагом, поскольку обеспечивает отличную плоскостность контактных площадок.
Однако, есть и значительные сложности, связанные с его применением. Главная из них - это свойство OSP разрушаться под воздействием температуры. Использование OSP требует оптимизации процесса монтажа и устранения временных окон между процессами. В идеале цикл пайки должен быть только один.
В результате, использование OSP становится актуальным, когда речь идет о больших регулярных партиях с хорошо отлаженным и предсказуемым процессом монтажа. Как правило, использование OSP рассматривают как замену для более дорогого иммерсионного золота при очень больших объемах недорогих изделий. В остальных случаях экономический эффект не будет оправдан возникающими сложностями.
Для чего хорошо подходит иммерсионное олово?
С точки зрения технологии нанесения, покрытие иммерсионное олово (Immersion Sn) отличается от иммерсионного золота (ENIG) прежде всего отсутствием подслоя никеля. Если в покрытии ENIG слой иммерсионного золота наносится на слой химического никеля, то иммерсионное олово наносится напрямую на медь, открытую от маски. Однако, не смотря на это, иммерсионное олово имеет достаточно сложный процесс нанесения.
С точки зрения пайки покрытие обладает стандартными для иммерсионных покрытий преимуществами, такими, как плоская поверхность площадок и хорошая паяемость.
Однако, у иммерсионного олова есть и характерный минус (в отличие от ENIG) — реагенты, используемые при нанесении, склонны разрушать (подтравливать) маску.
Поэтому минимальная масочная перемычка при использовании данного покрытия должна быть не менее 0,15 мм шириной.
Рекомендуется использовать каплевидные подключения площадок, избегая прямых углов в медном рисунке, где могут сохраниться остатки агрессивной к маске химии.
BGA-площадки, при их наличии, должны быть определены медью, а не маской, т.е. вскрытие в маске должно быть больше самих площадок.
С точки зрения пайки и требований к дизайну плат, иммерсионное олово нельзя назвать более удобным по сравнению с ENIG. Однако, иммерсионное олово имеет одно важное применение: оно очень хорошо подходит для плат, в которых используются разъемы для запрессовки (press-fit). Данный тип разъемов не требует пайки и может быть напрямую установлен в плату. В результате, сборка изделия значительно упрощается. Во время запрессовки пины разъемов press-fit хорошо проходят в отверстия, стенки которых покрыты тончайшим слоем мягкого олова. При этом за счет маленькой толщины слоя олова контакты надежно удерживаются в отверстиях, контактируя с медью.
Для чего хорошо подходит финишное покрытие иммерсионное серебро?
Покрытие иммерсионное серебро (Immersion Ag или ImAg), как и иммерсионное олово (ImSn), отличается от ENIG прежде всего отсутствием слоя никеля.
С точки зрения пайки покрытие обладает стандартными для иммерсионных покрытий преимуществами: плоская поверхность площадок, обеспечивающая пайку компонентов с мелким шагом, и хорошая паяемость. Также, иммерсионное серебро обеспечивает очень прочное паянное соединение.
Также, как и у олова, у иммерсионного серебра есть характерный минус (в отличие от ENIG): реагенты, используемые при нанесении, склонны разрушать (подтравливать) маску.
В результате этого (применимо и для ImSn):
- Минимальная масочная перемычка при использовании данного покрытия должна быть не менее 0,15 мм шириной.
- Рекомендуется использовать каплевидные подключения площадок, избегая прямых углов в медном рисунке, где могут сохраниться остатки агрессивной к маске химии.
- BGA-площадки, при их наличии, должны быть определены медью, а не маской, т.е. вскрытие в маске должно быть больше самих площадок.
Из описания становится понятно, что иммерсионное серебро, как и другие покрытия, имеет ряд плюсов и минусов. Чем же тогда обусловлено применение именно этого покрытия?
Ответ на этот вопрос заключается в удивительных свойствах серебра: оно имеет самую высокую электропроводность среди всех известных металлов. И это свойство крайне важно для СВЧ-плат, т.е. плат, на которых есть проводники, играющие роль волноводов для сверхвысокочастотных сигналов.
Как известно, СВЧ-сигнал распространяется лишь по внешнему слою проводника. Чем выше частота – тем тоньше слой, по которому бежит волна (т.н. скин-эффект). Таким образом, если покрыть проводник-волновод тонким слоем серебра, достаточным по толщине для распространения сигнала на данной частоте, то потери в такой линии будут минимальными.
В результате, иммерсионное серебро часто находит применение именно в СВЧ-тематике.
Какие покрытия можно использовать для разварки проволочных микровыводов?
Разварка — метод соединения кристалла микросхемы с контактами подложки или печатной платы с помощью тончайших проволочных выводов. Разварка чаще всего осуществляется с помощью воздействия на место соединения ультразвуком с целью его локального нагрева (такую разварку называют ультразвуковой).
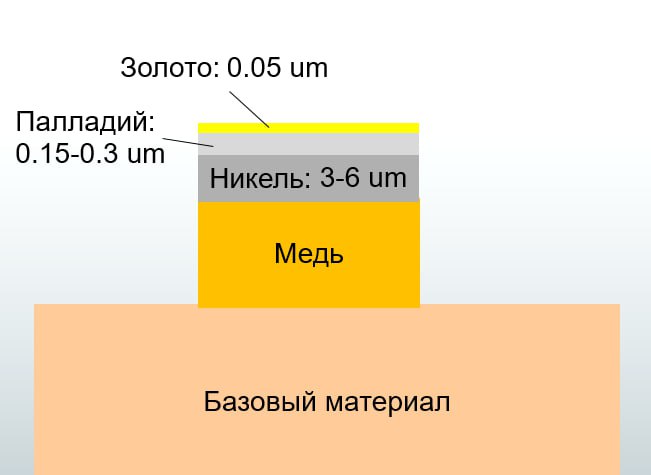
- Одно из наименее часто встречающихся на печатных платах покрытий – ENEPIG. Оно разработано специально для осуществления разварки. Название покрытия расшифровывается, как: Electroless Nickel + Electroless Palladium + Immersion Gold.
- По своему составу и структуре покрытие похоже на ENIG. Различие заключается в промежуточном слое палладия толщиной 0,15-0,30 микрон, как показано на рисунке.
- Также, ENEPIG неплохо подходит для пайки, имея в виду случаи, когда микросхема для разварки устанавливается напрямую на плату, и затем на нее устанавливаются другие компоненты. Во время пайки промежуточные слои золота и палладия растворяются в припое.
- Из-за наличия палладия покрытие имеет высокую стоимость. Это обусловлено и ценой материала, и более сложным и долгим процессом нанесения.
- В виду этого, данный тип покрытия не используется, когда речь идет исключительно о пайке обычных компонентов.
Кроме ENEPIG для разварки может использоваться и гальваническое покрытие Soft Gold.
Какое покрытие используется для краевых контактов?
Краевые контакты – это конструктивный элемент печатной платы, представляющий собой ряд контактных площадок, расположенный на краю печатной платы и необходимый для соединения платы напрямую с соответствующим разъемом. При наличии краевых контактов печатная плата представляет собой ответную часть разъема.
На английском языке можно встретить такие названия, как «Gold Fingers» (дословно «золотые пальцы») и «edge connectors» (краевые контакты).
Поскольку технология подразумевает многократное соединение и разъединение платы и ответной части разъема, к краевым контактам предъявляются особые требования: их финишное покрытие должно не только защищать медь от окисления, но и быть устойчивым к истиранию. При этом, контакт платы с разъемом должен быть качественным и не ухудшать электрические параметры.
Этим требованиям хорошо отвечает покрытие Hard Gold ("твердое золото").
Покрытие Hard Gold представляет собой слой гальванического золота с добавлением присадок, нанесенного поверх гальванического никеля. Присадки обеспечивают твердость и прочность к истиранию. Покрытие наносится только в зоне наличия краевых контактов. Hard Gold не используется для пайки и наносится только в зоне краевых контактов. На остальную часть платы наносят, как правило, ENIG (иммерсионное золото).
Справочная информация:
- Толщина покрытия в соответствии с IPC-6012 class 2:
Ni - min 2.5µm, Au - min 0.8µm. - Чистота золота: 99.70% минимум.
- Твердость покрытия: 130-200 HVN.
Технология нанесения подразумевает подвод служебных проводников к краевым контактам для подачи на них электрического тока с целью гальванического осаждения золота из раствора.
Для возможности нанесения покрытия без корректировки проекта необходимо соблюдать несколько правил:
- Обеспечить возможность подвода проводников к площадкам с покрытием.
- Контакты должны находиться на краю мультиплаты, если платы не одиночные.
- В зоне краевых контактов не должно быть паяльной маски.
Soft Gold
Покрытие Soft Gold («мягкое золото») является родственником покрытия Hard Gold с точки зрения технологии нанесения. Оно также представляет собой слой гальванического золота, нанесенного поверх гальванического никеля.
Разница заключается в том, что в случае с Soft Gold наносится золото высокой чистоты. Чистое золото – мягкий металл, сравнимый по мягкости со свинцом или оловом. Добавки, обеспечивающие твердость, отсутствуют.
Зачем же наносить такое покрытие?
Дело в том, что на такой толстый слой (по сравнению с иммерсионными покрытиями) чистого золота можно с легкостью обеспечить качественную ультразвуковую разварку проволочных микровыводов (они также представляют собой золотую проволоку).
Таким образом, для ультразвуковой разварки подходят два покрытия – ENEPIG и Soft Gold.
Плюс Soft Gold — это возможность покрывать им микрополосковые линии, т.к. скин-эффект будет минимальным.
Итак, покрытие Soft Gold:
- Наносится гальваническим методом;
- Золото высокой чистоты;
- Имеет низкую твёрдость, хорошо подходит для разварки;
- Возможно применение для волноводов.
Что делать, если дизайн проекта не позволяет нанести комбинированное покрытие ENIG+Hard Gold?
Технология нанесения твердого золота содержит два интересующих нас этапа:
- За короткое время с помощью высокого тока формируется тонкий слой (0,05-0,10 мкм) мягкого гальванического золота (это промежуточное покрытие и есть Flash Gold – “быстрое золото”).
- Далее подается меньший ток в течение более длительного периода времени, и осаждается уже основной слой твердого золота. Его толщина на порядок больше, чем толщина Flash Gold.
Поскольку перед нанесением твердого золота наносится тонкий слой мягкого гальванического золота, технология не запрещает нам на этом этапе покрыть Flash Gold вообще всю поверхность меди на плате до травления, а твердое золото затем осаждать только на краевых контактах.
Таким образом, мы получим плату с комбинированным покрытием Flash Gold + Hard Gold.
По свойствам и толщинам покрытие Flash Gold похоже на ENIG и обладает высокой паяемостью. Однако такой процесс будет сложнее и затратнее на этапе изготовления платы.
Следует помнить, что как и ENIG, Flash Gold будет обладать повышенным скин-эффектом и не будет подходить для разварки.
Классификация финишных покрытий с использованием золота
Для того, чтобы систематизировать представление об этих типах покрытий, мы сделали несколько схем.
- Первая схема классифицирует «золотые» покрытия по технологии нанесения. На схеме видно, что все они имеют барьерный слой, разделяющий золото и медь. Но различаются технологии нанесения этих слоев.

- Вторая схема показывает применимость различных покрытий с использованием золота. Мы связали различные типы покрытий с тем, можно ли их использовать для пайки, разварки микровыводов и краевых разъемов.

И, наконец, в таблице представлены сравнительные толщины «золотых» покрытий. С ее помощью можно составить представление о том, как соотносятся толщины подслоя и золота и какие покрытия ближе друг к другу по этим параметрам.

Рекоммендации к использованию графитового (карбононого) покрытия
Карбоновое покрытие (carbon print) необходимо для формирования контактов клавиатур (имея в виду любые устройства, содержащие клавиши, например, пульты управления).
Графитовая паста представляет собой эпоксидную смолу с проводящим наполнителем. Такая паста может наноситься на медные проводники, либо напрямую на базовый материал (но такой дизайн мы не рекомендуем, т.к. он требует учета сопротивления таких проводников).
Метод нанесения пасты такой же, как и при нанесении шелкографии – продавливание ракелем сквозь шаблон для формирования необходимого рисунка. Методом нанесения определяются ограничения на точность такого рисунка и минимальный зазор: при проектировании нельзя рассчитывать на такую же точность, как в случае с медными проводниками.
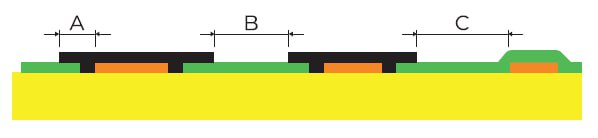
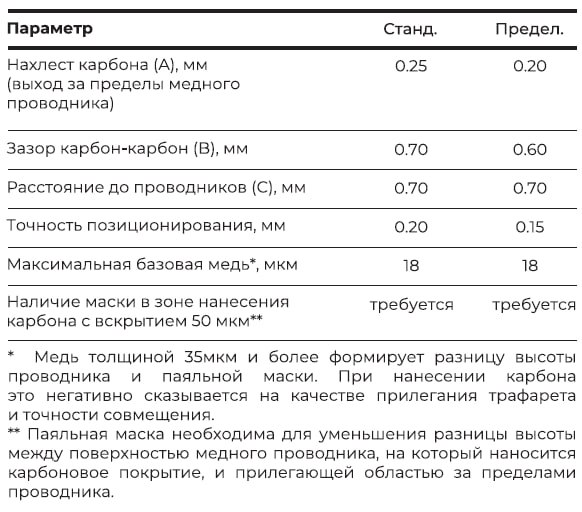
Требования к проектированию определяются несколькими параметрами:
1. A – нахлест карбоновой пасты за пределы покрываемого медного проводника. Нахлест не может быть слишком маленьким из-за ограничений на совмещение трафарета.
2. B – зазор между соседними карбоновыми проводниками. Ограничения на зазор обусловлены физическими свойствами графитовой пасты и методом нанесения.
3. С – расстояние до соседних медных проводников. Покрытие не должно быть слишком близко к проводникам из-за рисков КЗ.
4. Также, необходимо использовать базовую медь 18 мкм и добавлять паяльную маску в область между покрываемыми проводниками.
На рисунке даны "стандартные" и "предельные" параметры проектирования (стандартные параметры подходят для серийного производства, предельные использовать рекомендуется только при необходимости).
При выполнении этих требований, трафарет, через который наносится паста, будет наиболее плотно прилегать к плате, и качество нанесения будет выше.
Какие факторы при изготовлении плат могут негативно повлиять на паяемость при монтаже?
Несмотря на то, что технология нанесения разных покрытий (HASL, ENIG, OSP и т.д.) сильно отличается, можно выделить несколько общих факторов:
- Возраст покрытия
Паяемость ухудшается со временем — всегда и независимо от внешних условий. Сроки хранения плат у изготовителя должны быть регламентированы. Платы не должны храниться на складе производителя больше оговоренного времени.
Рекомендуем и вам выстраивать техпроцесс так, чтобы избежать слишком долгого нахождения плат на складе.
- Условия хранения
Влажность и температура — основные факторы скорости снижения паяемости. Поэтому условия хранения плат на складе до отправки заказчику строго контролируются.
Для большинства покрытий есть общая рекомендация: не более 25°C и 60% влажности. Это правило должно соблюдаться и производителем плат, и заказчиком.
- Качество отмывки после нанесения покрытия
Наличие посторонних веществ при некачественной отмывке на заключительных этапах изготовления печатной платы может приводить к ускорению окислительных реакций при хранении. Чистота поверхности — контролируемый нами параметр, регламентированный стандартами IPC.
Нет необходимости отмывать печатные платы перед монтажом. Более того, дальнейшая сушка под высокой температурой может заметно снизить паяемость, особенно для плат с органическим покрытием (OSP).