Контроль качества печатных плат на производстве
В компании ГРАН Груп мы специализируемся на производстве печатных плат для самых разных отраслей промышленности. Среди наших изделий — платы для оборудования, отказ которого недопустим: медицинских систем жизнеобеспечения, аппаратуры вентиляции лёгких, устройств управления железнодорожным транспортом, авиационной и ракетной техники.
В этой статье расскажем, как именно мы организуем контроль качества печатных плат на всех этапах их изготовления.
Описание адаптировано для широкого круга читателей, но сохраняет техническую точность.
Как устроена система работы контроля качества
Мы работаем в двух странах — России и Китае. В России мы общаемся с заказчиками, помогаем адаптировать их проекты под производство, подбираем оптимальную производственную площадку и сопровождаем заказ на всех этапах. В Китае мы сотрудничаем с пулом одобренных нами и прошедших строгий аудит производственных площадок, каждая из которых специализируется на своём типе продукции: одни ориентированы на серверные платы, другие — на автомобильную электронику, третьи — на сложные многослойные платы и HDI. Это позволяет выбирать площадку под конкретный проект: серверные платы отправляем на производства, заточенные под производство серверных плат, автомобильные — туда, где есть необходимые отраслевые сертификаты. Мы вовлечены во все этапы — от технологической подготовки и контроля качества до логистики и сопровождения поставок.
В Китае у нас работает отдельный отдел качества — это тоже наши сотрудники, но местные специалисты. Раньше производством и качеством на месте управлял российский инженер по качеству, и из‑за языкового барьера и культурных различий многие вопросы решались медленно, особенно когда речь шла о срочных задачах. Сейчас операционное управление на нашем китайском коллеге: несколько фраз с технологами или логистами на родном языке — и вопрос решается куда быстрее. Данный сотрудник является полноценным участником нашей команды, как и все сотрудники, находящиеся в России.

В год мы отправляем из Китая в Россию более 550 тонн плат.
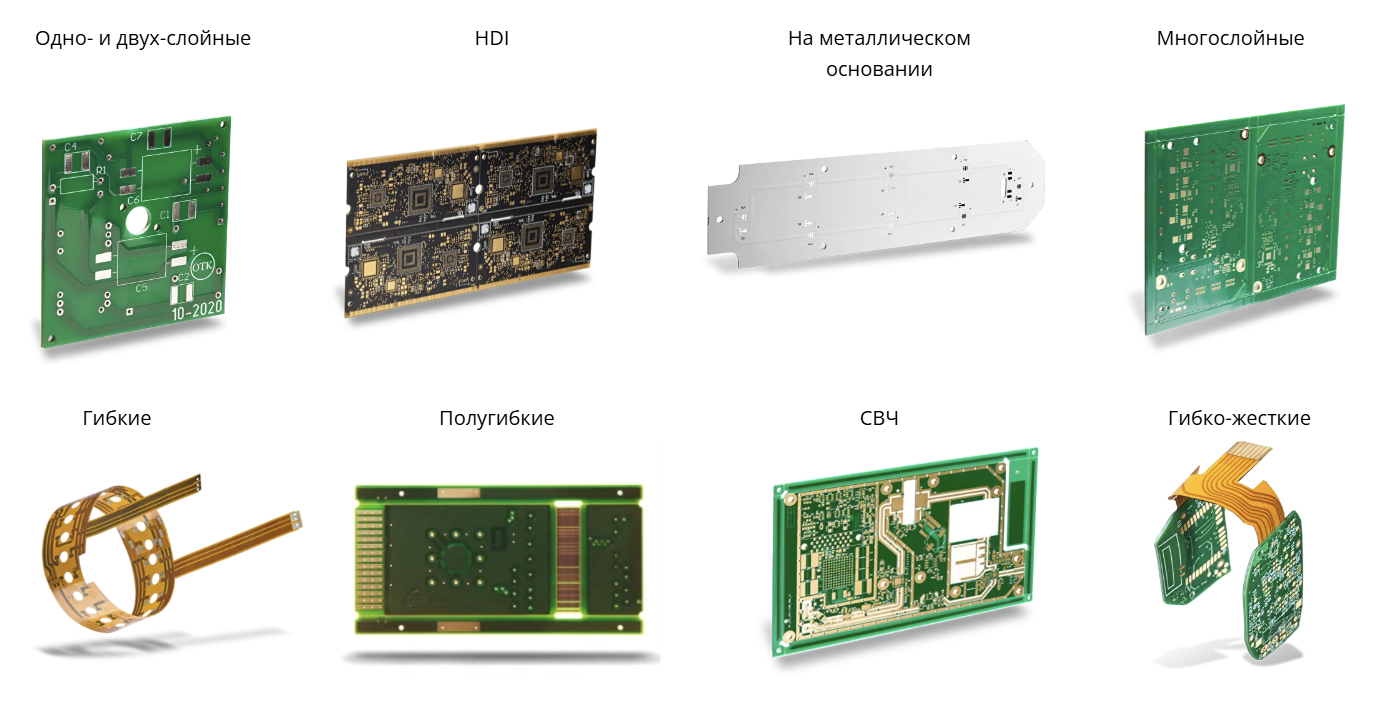
Ежегодно мы отправляем из Китая в Россию более 550 тонн печатных плат, предназначенных для самых разных отраслей — от промышленной автоматики до медицинской техники. Мы не проектируем платы с нуля: к нам приходят заказчики уже с готовой конструкторской документацией. Наша задача — превратить этот проект в конкретный продукт: односторонние и двусторонние платы, многослойные, а также гибкие, полугибкие и гибко‑жёсткие решения, соответствующие требованиям по надёжности и стандартам IPC.
Как именно изготавливаются печатные платы на наших производственных площадках, мы писали в отдельной статье нашего блога. Поэтому в этой статье не будем подробно останавливаться на технологических операциях, а сосредоточимся только на том, как мы контролируем качество: до запуска платы в производство, во время всех ключевых этапов и после выпуска готовой партии.
Контроль проекта платы до производства
В большинстве проектов стоимость печатной платы составляет порядка 2% от стоимости всего устройства, при этом именно плата во многом определяет его работоспособность и надёжность. Это можно сравнить с фундаментом здания: на него приходится небольшая доля бюджета, но от его качества зависит устойчивость всей конструкции.
Дефекты печатной платы не всегда проявляются сразу. Плата может корректно работать на этапе испытаний, а отказать уже в эксплуатации, в том числе в критический момент, когда доступ к оборудованию ограничен или невозможен (например, при эксплуатации ракетной, авиационной или космической техники). Поэтому проекты проходят тщательную технологическую подготовку ещё до запуска в производство.
Работа начинается с того, что заказчик передаёт нам бланк заказа, комплект Gerber‑файлов и какую-либо дополнительную необходимую документацию. В бланке фиксируются ключевые параметры платы: тип (жёсткая, гибкая, гибко‑жёсткая и т.п.), материалы, размеры, толщина, требования по стандартам и другие технологические ограничения.
Gerber — это отраслевой стандарт файлового формата для описания слоёв печатной платы: проводящего рисунка, паяльной маски, маркировки, вырезов и других элементов.
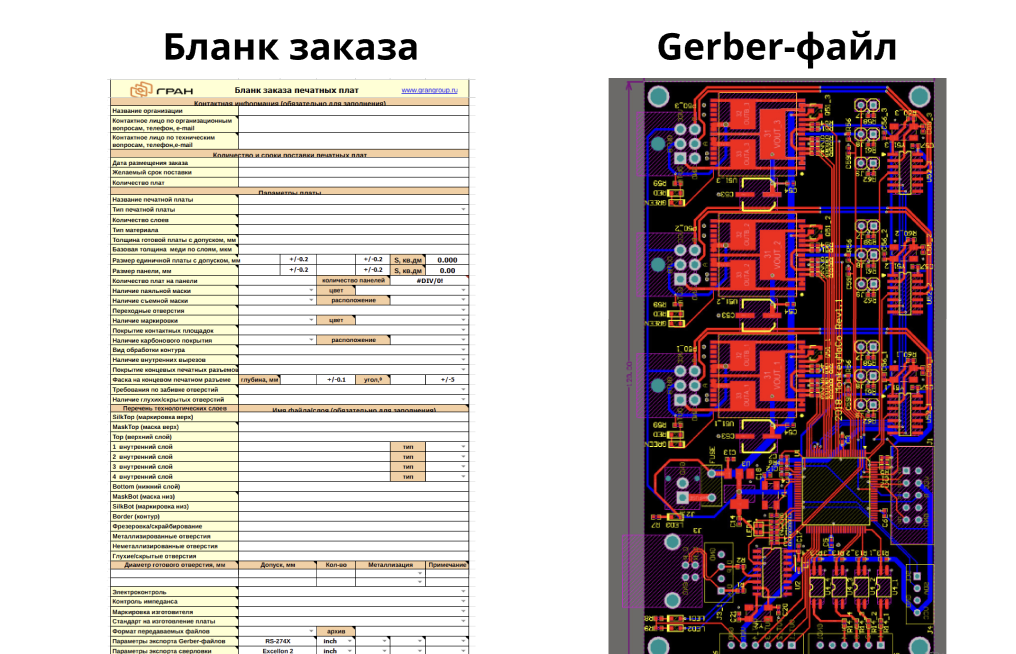
По сути, Gerber‑файлы представляют собой полное цифровое описание внешнего вида и структуры печатной платы на каждом технологическом этапе — от формирования медного рисунка до нанесения шелкографии.
Эти данные проверяются ещё на стороне инженеров CAM‑подготовки, и на этом этапе часто выявляются ошибки и несоответствия. Например, в бланке заказчик указывает гибко‑жёсткую плату, а в Gerber‑файлах описывает фактически гибкую плату с локальным усилением жёсткими вставками; такое расхождение напрямую влияет на технологию изготовления и конечную стоимость.
Ещё одна типичная ошибка — проведение дорожек и полигонов слишком близко к контуру платы. Это повышает риск оголения меди, заусенцев и повреждения проводников при фрезеровке или другой механической обработке края, что может привести к браку изделия.

Рекомендуем оставлять минимум 0,2 мм от фрезы до меди и 0,25 мм до контактных площадок с отверстиями.
При обнаружении ошибок или спорных решений проект возвращается на согласование с заказчиком. Инженеры подготовки производства описывают необходимые изменения, объясняют их влияние на технологичность и надёжность, а затем согласовывают каждую правку до получения финальной версии данных для запуска в производство.
Соответствие стандартам IPC
Печатные платы мы изготавливаем по двум группам требований: международному стандарту IPC и внутреннему стандарту компании. Стандарты IPC задают единые для всего мира требования к материалам, проектированию, производству и контролю качества печатных плат.
Внутренний стандарт ГРАН Груп дополняет порядка 20 дополнительными пунктами, которых нет в IPC. Например, в IPC не регламентируется толщина паяльной маски. Но слишком тонкая маска может отслаиваться и снижать электрическую прочность, слишком толстая — затруднять пайку и приводить к подвисанию компонентов. Поэтому во внутреннем стандарте фиксируется требование: «На углу проводника толщина паяльной маски должна быть не менее 5 мкм», а также задаются допуски по распределению толщины по поверхности. Аналогично, для металлизации стенок переходных отверстий вместо типичных 20 мкм требуется не менее 25 мкм, что увеличивает прочность и надежность межслойных соединений. Все эти требования передаются на производственные площадки и учитываются при запуске плат в производство.

Контроль толщины паяльной маски.

Требования к толщине паяльной маски.
Часть российских государственных предприятий обязана проектировать печатные платы по требованиям ГОСТ. При этом на практике используются два набора ГОСТов: советские и современные россиийские. Если проект выполнен по старым советским ГОСТам и в неизменном виде направляется напрямую на зарубежное производство, возникают сложности: китайские заводы работают по IPC и, как правило, не принимают заказы с такими требованиями.
Советские ГОСТы, среди прочего, используют деление по классам жёсткости условий эксплуатации. Современные российские ГОСТы, как и стандарты IPC, опираются на классификацию по уровню надёжности: класс 1 — изделия бытового назначения, класс 2 — промышленная электроника, класс 3 — изделия повышенной и особой надёжности (автомобильная, военная, авиационная и др.). Многие актуальные ГОСТы блики к IPC, что позволяет сопоставлять требования. Тем не менее для фактического производства параметры изделия должны быть однозначно определены в терминах IPC.

Часто новые ГОСТы — это практические полное соответствие стандартам IPC.
Технологическая подготовка позволяет заранее задать все параметры по IPC, согласовать их с заказчиком, рассчитать точную стоимость и срок изготовления, а заказчику — получить плату с требуемым уровнем надёжности для конкретного устройства. После согласования всех требований и устранения разночтений комплект файлов передаётся в производство.
Контроль медного рисунка
Часть проверок выполняется уже на этапе заготовок, когда сама плата ещё не собрана, а часть — на тестовых образцах готовой партии.
На производстве сначала формируются заготовки слоёв будущей платы. Материал берётся со склада, нарезается в формат панели и проходит базовые операции: нанесение фоторезиста, экспонирование через фотошаблон и травление меди. В результате на каждом слое формируется медный рисунок.

Чтобы сделать правильный медный рисунок, мы контролируем: скорость конвейера, а также состав, температуру, pH всех жидкостей, с которыми контактирует плата.
Этот рисунок проверяется ещё до прессования слоёв и нанесения защитной маски, чтобы обнаружить возможные дефекты как можно раньше. Оператор загружает заготовку в машину, которая сканирует медный рисунок и сравнивает его с эталоном соответствующего слоя.
Система показывает все отклонения на экране оператора: неправильно протравленную медь, замыкания, обрывы, нарушения в ширине дорожек и зазоров между ними.

Все заготовки проходят Автоматизированный оптический контроль — AOI. При этой проверке система сравнивает медный рисунок слоёв с цифровым идеальным рисунком. В оборудовании есть несколько камер, которые делают высокоточные снимки под разными углами, а специальная подсветка помогает увидеть все детали и возможные дефекты.
Некоторые дефекты можно исправить. Если медь неправильно стравилась или есть локальные замыкания, эти участки аккуратно подрезают механически — но только до нанесения паяльной маски.
Если же обнаруживается обрыв проводника, такая заготовка сразу уходит в брак. Формально стандарты IPC в отдельных случаях допускают ремонт подобных участков, но наши внутренние требования строже: от таких плат может зависеть безопасность людей, а вмешательство в проводник изменяет его сопротивление, влияет на целостность сигнала и может привести к сбою оборудования.

Недопустимое уменьшение ширины проводника.

Допустимое уменьшение ширины проводника для 2 и 3 класса IPC.
Формирование готовой платы и переход к электротесту
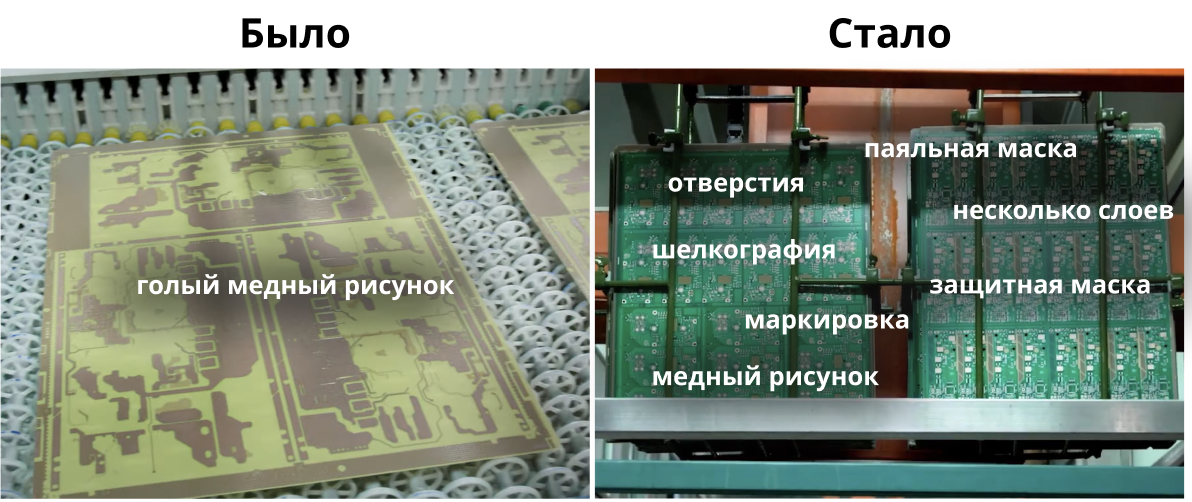
После отбора годных заготовок выполняется сборка пакета: слои прессуются с использованием препрегов, сверлятся отверстия, проводится металлизация стенок, формируются внешние слои, а затем наносится паяльная маска, финишное покрытие (например, HASL, ENIG, OSP) и шелкография. На выходе получается «чистая» печатная плата без установленных компонентов, готовая к электрическим испытаниям.
Далее готовая плата передаётся на электроконтроль, где проверяется целостность всех цепей и отсутствие замыканий.
Проверка целостности цепей
На этапе электроконтроля проверяется, нет ли в цепях замыканий или обрывов, то есть подтверждается электрическая целостность всех проводников.
Небольшие партии проверяются методом «летающих щупов». Два автоматических манипулятора с игольчатыми зондами поочерёдно касаются контрольных точек и последовательно проверяют каждую цепь, пропуская через нее ток или измеряя сопротивление. Время теста одной платы составляет от 1 до 5 минут в зависимости от количества цепей и слоёв, зато метод не требует изготовления отдельной оснастки и быстро перенастраивается под новый проект.

Летающий щуп проверяет электрические цепи поочерёдно. Робот измеряет сопротивление внутри каждой цепи и между ними.
Для больших партий применяется адаптерный метод. Сначала вручную изготавливаются два адаптера — металлические или композитные пластины с набором игл, расположенных в точках, где необходимо снимать сигналы или выполнять измерения. Затем адаптеры устанавливаются на тестовый стенд: плату зажимают между ними, и все иглы одновременно касаются заданных контрольных точек.

Чтобы проверить большую партию, нужно 2 игольчатых ложа.
За счёт этого проверка становится очень быстрой — на тест всех цепей одной платы уходит порядка 1–2 секунд, что критично для крупносерийного производства.

Изготовление адаптера требует времени, но потом проверка идёт быстро: робот зажимает плату между двумя адаптерами и за 1-2 секунды проверяют все цепи у одной платы.
Если в процессе теста обнаруживается брак, установка фиксирует, в какой именно цепи и на каком участке возникло несоответствие, передаёт эту информацию оператору, а плата отправляется на анализ причин и дальнейшую переработку или отбраковку.
Стресс-тесты и измерения в лаборатории
На этом этапе из партии выбираются несколько образцов, которые отправляются в лабораторию для проведения разрушающих и проверочных испытаний.
Погружение платы в припой 288 °C
Так как заказчик будет осуществялть монтаж электронных компонентов на этой плате, важно убедиться в хорошей смачиваемости финишного покрытия.
Смачивание — это процесс, при котором расплавленный припой входит в прямой контакт с покрытием площадки и образует с ним единое металлическое соединение.
Для проверки образец платы на 2 секунды помещается в ванну с припоем температурой около 288 °C. Система фиксирует силу смачивания и отображает её на графике: чем выше кривая, тем стабильнее будет проходить процесс пайки. После этого оператор под микроскопом проверяет, полностью ли припой покрыл контактные площадки и нет ли участков с недостаточным смачиванием.

Чтобы протестировать паяемость, погружаем плату в припой. Синяя линия на графике показывает процесс пайки: сначала резкое падение — плату погрузили в припой, затем подъём — припой растекается по поверхности, и наконец ровная линия — процесс завершён. Подъём линии означает, что у покрытия хорошая смачиваемость. Все параметры в норме.
Резкий нагрев (термостресс‑тест)
При монтаже компонентов печатная плата испытывает сильный термический удар — температура может быстро подниматься почти до 300 °C. Если процессы металлизации и прессования были выполнены с отклонениями, возрастает риск расслоений, разрывов стенок переходных отверстий и других нарушений структурной целостности.
Чтобы исключить такие дефекты, проводится термостресс‑тест. Плату несколько раз (например, 3 цикла по 10 секунд) погружают в ту же ванну с припоем, что и при проверке паяемости. Условия испытания жёстче, чем при реальной пайке. Если после теста выявляются расслоения, микротрещины или отрывы медных проводников, это указывает на нарушения в металлизации или прессовании. Такая плата не выдержит монтаж компонентов и подлежит браку.

Пример разрыва стенок переходного отверстия после термостресс-теста.
Обклеиваем плату клейкой лентой
Паяльная маска должна прочно держаться на поверхности платы, поэтому её адгезию проверяют отдельно. Оператор наклеивает клейкую ленту на участок маски и резко отрывает её под углом около 90 градусов. Если маска не отслоилась, не потрескалась и не разрушилась, считается, что покрытие надёжно защитит плату от влаги, пыли и механических воздействий.

По методике IPC-TM-650 проверяем, насколько прочно держится маска. Оператор наклеивает специальный скотч 3М и резко отрывает его под прямым углом. Другой скотч использовать нельзя. Если маска не отпечаталась на скотче — значит, она держится хорошо.
Царапаем плату карандашом
Паяльная маска должна быть не только адгезионно прочной, но и достаточно твёрдой. Для оценки твёрдости используется карандашный тест: оператор берёт карандаши разной твёрдости и проводит ими по поверхности маски. Начинают с более мягких, затем переходят к более твёрдым, пока не появится заметная царапина. По внутренним требованиям, только карандаш твёрже 5H может оставить след на маске — это подтверждает достаточную твёрдость покрытия для эксплуатации.

Тест на твёрдость паяльной маски проводим так, как описано в IPC-TM-650.
Погружаем плату в воду
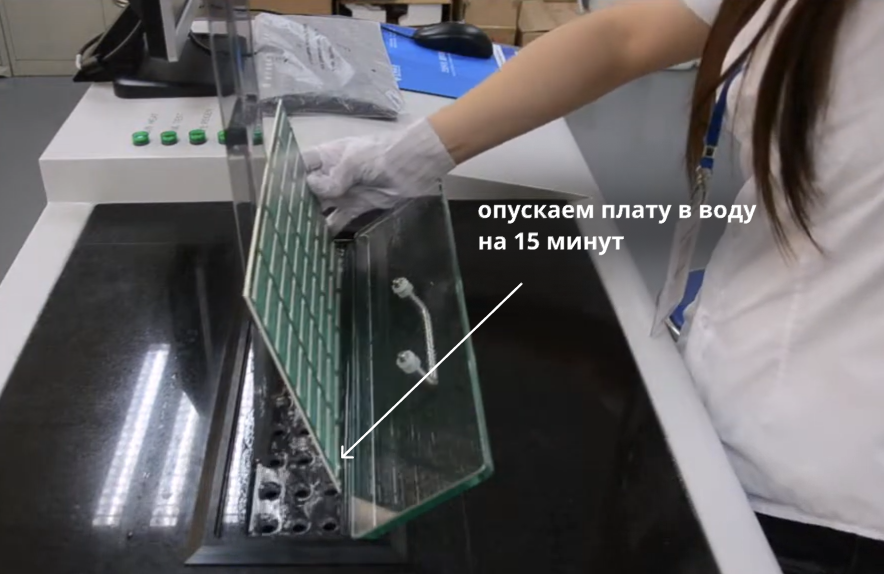
На этапах производства печатная плата проходит через множество химических растворов. Несмотря на промывку, на поверхности могут оставаться ионные загрязнения — они опасны тем, что могут вызвать коррозию проводников, снижение сопротивления изоляции и проблемы при последующей пайке.
Для контроля чистоты выполняется дополнительная отмывка и измеряется уровень загрязнений. Образец платы помещают в ванну с дистиллированной водой на 15 минут, за это время ионные загрязнения переходят в воду. Затем измеряется проводимость раствора; если удельная проводимость соответствует значению не выше 0,8 микрограмма эквивалента ионов на квадратный сантиметр (или эквивалентному предельному уровню по принятому стандарту), плата считается достаточно чистой, и испытания продолжаются. Если значение выше порога, партия направляется на дополнительную отмывку и повторный контроль.
Все эти испытания — паяемости, термостресса, адгезии и твёрдости паяльной маски, а также проверки ионной чистоты — позволяют убедиться, что плата выдержит реальные условия монтажа и эксплуатации, а не только формально пройдёт электроконтроль. На этом этапе фиксируются критерии брака и собирается статистика по дефектам, которая затем используется для корректировки технологий производства и для рекомендаций заказчику по доработке проектной документации.
Контроль импеданса проводников
В отдельных проектах заказчик запрашивает контроль импеданса — волнового сопротивления проводников, в том числе дифференциальных пар, чтобы обеспечить корректную работу высокоскоростных интерфейсов.

В плате с дифференциальными парами дорожки идут парами. На картинке они выделены зеленым и красным цветом. По каждой паре проводников сигналы бегут с одинаковой силой, но в противофазе. Это защищает от помех и улучшает качество сигнала на высоких частотах.
Напрямую измерять импеданс на рабочей плате сложно: на результат влияют соседние проводники, полигоны и установленные компоненты, их электрические поля вносят искажения в измерения. Чтобы исключить эти факторы, используется специальный тест‑купон — небольшой участок платы или отдельная тест‑полоска, изготовленная на той же панели и с той же структурой слоёв, что и основная плата.
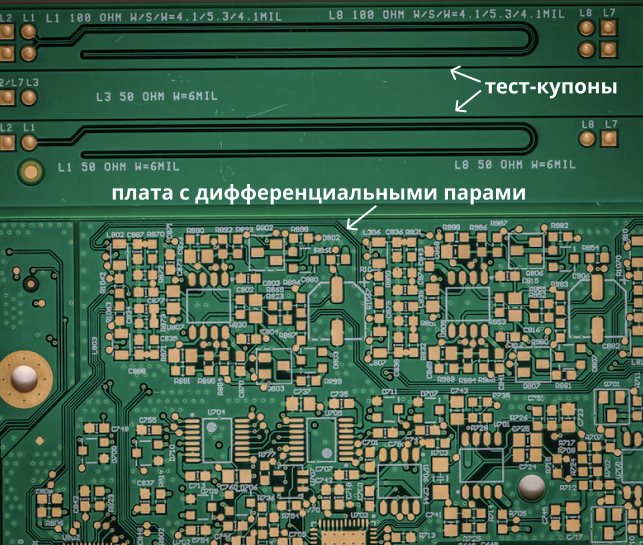
Тестовые купоны — это маленькие платы для измерения импеданса. На тест-купоне делаем точную копию дорожек с платы.
Оператор подключает измерительный прибор (как правило, рефлектометр во временной области или аналогичное оборудование) к тест‑купону и выполняет измерение импеданса. Результаты сразу отображаются на экране, после чего значения сверяются с заданным допуском и заносятся в протокол испытаний или отчёт по контролю импеданса.
Изготовление микрошлифа
Чтобы убедиться, что внутри платы также нет дефектов, часть образцов исследуется в разрезе под микроскопом — по микрошлифам.

Оператор отрезает от платы кусочек, заливает его эпоксидной смолой и очищает в ультразвуковой ванночке до блеска. Затем он рассматривает микрошлиф под микроскопом и видит все внутренние слои платы в разрезе: медные проводники и переходные отверстия.
На микрошлифе контролируется несколько десятков параметров (в практике — порядка 40 с лишним пунктов), среди которых:
целостность платы после термоудара;
качество заполнения и металлизации переходных отверстий;
толщина паяльной маски над проводниками, на углу проводника и над поверхностью базового материала;
толщина металлизации в отверстиях (не менее 25 мкм для многослойных плат);
толщина меди на внешних и внутренних слоях;
расстояние между слоями и равномерность диэлектрика;
отсутствие расслоений, трещин и пустот.

По стандарту IPC-6012 проверяем микрошлиф на 42 вида возможных дефектов.
По результатам микрошлифа формируется отчёт: к каждой партии прилагаются изображения шлифов и сводка измерений, которые передаются заказчику как документальное подтверждение качества изготовления печатных плат.
Контроль геометрии платы
На этом этапе контролируются геометрические размеры платы и соответствие эталонным значениям. Оператор с помощью сканирующей системы проверяет размеры пазов, контактных площадок, проводников и зазоров между ними.
Диаметры отверстий под пресс‑фиты измеряются автоматически, поскольку их размеры должны выдерживаться с точностью до микрон и иметь более жёсткие допуски, чем стандартные отверстия. Плата закрепляется на специализированной установке (hole measuring machine), которая последовательно измеряет каждое отверстие и сравнивает результат с заданным допуском.

Отверстия в плате измеряем на hole measuring machine.
Дополнительно измеряются изгиб и кручение платы. Такие деформации могут появляться из‑за нарушенного баланса меди по слоям, отклонений при прессовании или несимметричной структуры стеклотекстолита. Важно, чтобы фактические значения изгиба и кручения не выходили за пределы норм, заданных стандартами IPC или ГОСТ, поскольку излишняя деформация может затруднить монтаж и привести к механическим напряжениям в изделии.

Есть несколько причин из-за которых плата изгибается и скручивается. По стандарту IPC-6012 изгиб не должен превышать 0,75% для плат с поверхностным монтажом и 1,5% для остальных.
После прохождения испытаний образцов партия плат проверяется на видимые дефекты: состояние паяльной маски, качество финишного покрытия, правильность и читаемость маркировки, отсутствие царапин и механических повреждений.
Малые партии контролируются вручную под микроскопом. Для больших объёмов используется система автоматической визуальной инспекции (AVI), которая сравнивает каждую плату с эталонным «золотым» образцом и автоматически выделяет отклонения.

Для проверки мы загружаем в память системы “золотой образец” — это скан 10—15 идеальных плат. По нему система и сравнивает все остальные платы
Результаты проверки контролёр видит на экране: в случае обнаружения дефекта система показывает его расположение и откладывает плату в отдельный лот на дополнительную проверку.

Это снимок с экрана контроллера, когда система проанализировала 12 плат. Зеленые рамки показывают, что все платы прошли проверку — нет дефектов, компоненты установлены правильно, дорожки соответствуют эталону.
Далее эти платы вместе с данными по дефектам передаются в отдел качества, где более опытные специалисты принимают решение, что делать с каждой конкретной платой — утилизировать, доработать (если это допустимо) или допустить к поставке при условии, что дефект не влияет на функциональность и надёжность изделия.
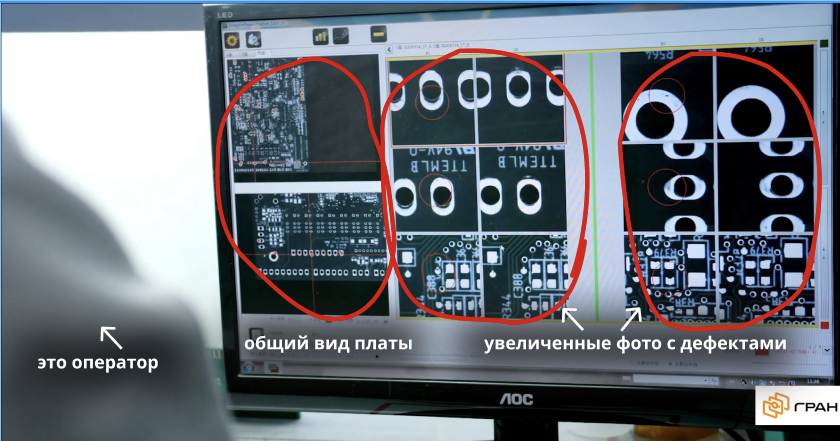
Слева — общий вид платы, в центре и справа — увеличенные фото мест с дефектами. Красными кружками система отметила места, где есть проблемы, например, плохо пропаянные отверстия или неправильно установленные детали. Оператор должен посмотреть на эти красные метки и решить, действительно ли там есть проблема или система ошиблась.
Контроль упаковки и транспортировки
На завершающем этапе платы передаются на упаковку. Укладчик размещает стопки плат на герметичную плёнку и подаёт их в термоусадочную машину. Та создаёт мягкий вакуум, удаляя воздух, и запаивает плёнку, формируя общий пакет из 16 стопок.

В одной упаковке 16 стопок. А вот сколько плат в одной стопке зависит от габаритов.
Затем упаковщик разрезает этот пакет на отдельные стопки, каждую помещает во влагозащитный пакет и наклеивает этикетку с указанием информации о плате: номер заказа, партию, наименование изделия и другие идентификаторы.
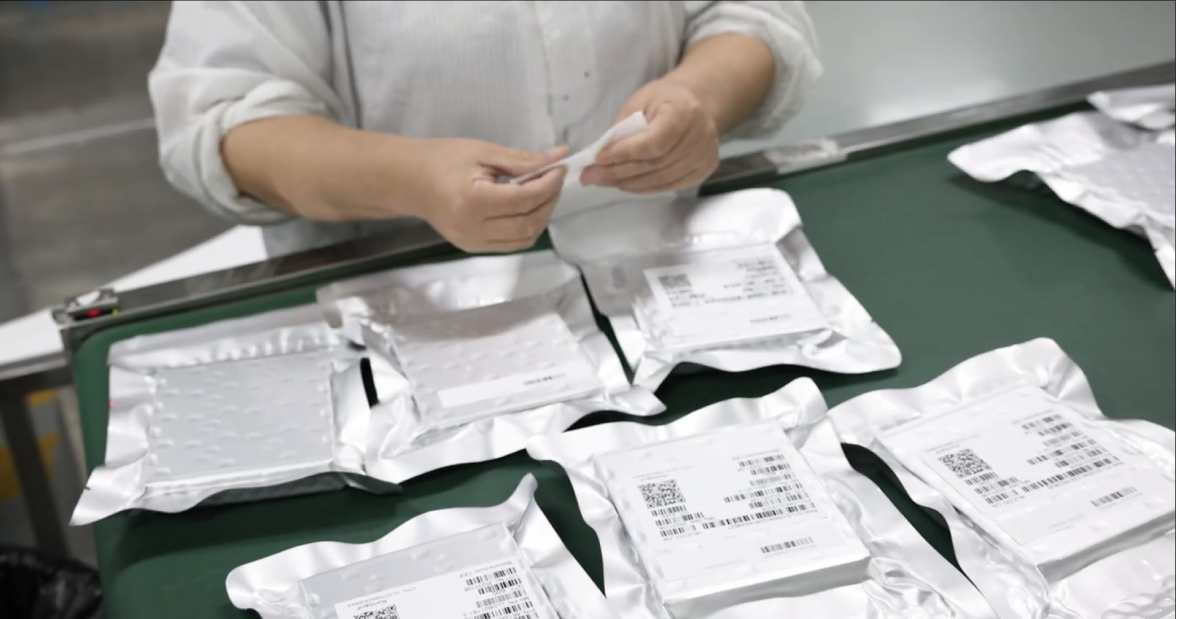
Внутрь каждого пакета упаковщик кладёт пакет влагопоглотителя.
После маркировки стопки укладываются в картонные коробки с амортизирующей защитой и отправляются на склад готовой продукции.

К каждой партии прикладывается отчёт — Сертификат соответствия (CoC, Certificate of Compliance). В нём фиксируются результаты проведённых проверок, числовые показатели, ссылки на протоколы испытаний и, при необходимости, графики измерений. Независимо от того, на какой производственной площадке была изготовлена партия, форма такого сертификата остаётся единой, чтобы заказчику было удобно работать с документацией.
Отгрузка в Россию выполняется железнодорожным транспортом или авиацией. Перевозка поездом дешевле и подходит для клиентов, которые планируют производство и поставки с горизонтом примерно три месяца, тогда как авиадоставка используется для срочных заказов, где критичны сроки.