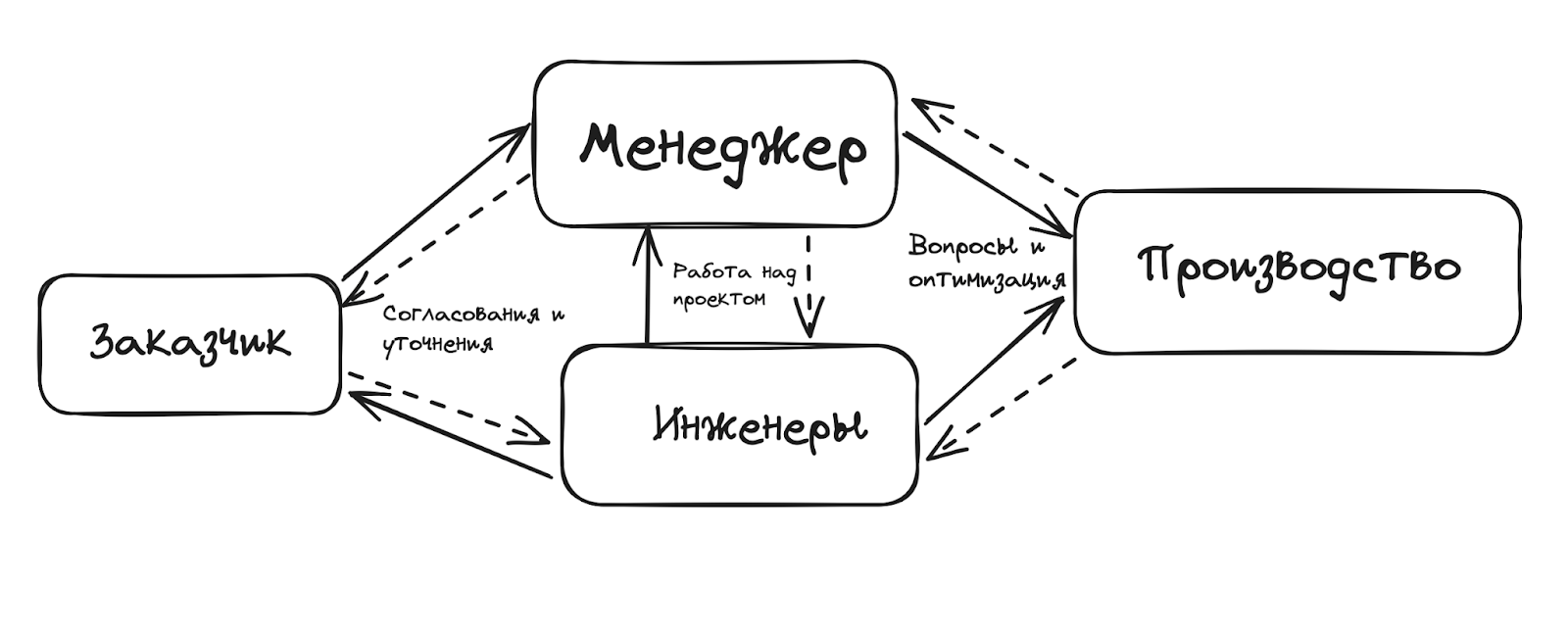
Модель работы интегрированного производства
В практике взаимодействия с заказчиками и в публичных обсуждениях регулярно встречается мнение, что наша компания фактически выступает лишь посредником производства плат. Часто звучат вопросы, какой смысл взаимодействия с нами, если можно напрямую разместить заказ на заводе в Китае, а также почему мы говорим о производстве, если непосредственно плату изготавливает зарубежное производство.
На первый взгляд может показаться, что наша деятельность ограничивается простой перепродажей услуг: получить заказ в России, добавить наценку, передать данные на завод и зафиксировать прибыль. На практике производственная и инженерная цепочка гораздо сложнее, а описанная схема в реальных условиях не работает. Мы уже подробно рассматривали процессы изготовления жестких печатных плат и контроля качества, в данной статье сделаем акцент на процессе работы с заказчиком от первого контакта до сопровождения готового продукта.
Кто заказывает печатные платы и зачем
Основными заказчиками печатных плат являются производители электронной техники. Масштабы проектов совершенно разные: от серий на десятки тысяч изделий до небольших партий из нескольких десятков или сотен плат. При этом большинство проектов проходят схожий жизненный цикл: изготовление образцов и прототипов для отладки, а затем переход к серийному производству.
На ранних стадиях ключевую роль играет качественная инженерная подготовка проекта. На этом этапе необходимо выявить и устранить ошибки, а также оптимизировать конструкцию и документацию для стабильного серийного выпуска. Подготовка может занимать от одного-двух дней до нескольких недель в зависимости от сложности проекта. За это время инженеры изучают документацию, выполняют технологическую подготовку производства и при необходимости предлагают варианты улучшений и корректировок. На практике именно согласование изменений и доработок с заказчиком нередко оказывается наиболее продолжительным этапом. И в этом большая необходимость: именно на этом этапе цена ошибки самая дорогая.
Запуск порядка 5 тысяч новых проектов ежегодно — это огромный накопленный опыт. Когда у заказчика есть запрос на помощь в разработке топологии, параметров к плате, учитывая производственный процесс, мы стараемся помочь с этим, поделиться опытом и технологиями. В идеале ведем проект от его прототипирования до выхода к серии в максимально короткие сроки с наименьшими затратами. В итоге получается тот продукт, который задумывается: с минимальным количеством брака и быстрым сроком изготовления, что в итоге помогает сократить время выхода продукта на рынок.
Подготовка займет от 1-2 дней до пары недель, зависит от сложности проекта. За это время инженеры изучат и технологически подготовят проект. Если есть ошибки, исправят. Могут предложить варианты корректировок проекта.
Главная задача инженерной подготовки — оценить, возможно ли изготовить плату в исходном виде, а также определить способы выполнить заказ в оптимальные сроки и с минимально возможной себестоимостью.
Принципы работы с проектами
На всех этапах подготовки действует принцип: изменения в проекте не вносятся односторонне. Любые корректировки выполняются только по согласованию с заказчиком, при этом инженеры всегда предлагают технически обоснованные варианты изменений.
Соблюдение этого принципа важно по нескольким причинам. Во-первых, разработчик ведет у себя полную документацию по проекту, и любые незафиксированные изменения делают ее неактуальной. Во-вторых, внешняя инженерная команда может не знать всех особенностей применения устройства: то, что технологически улучшает плату в общем случае, может быть неприемлемо для работы конкретной печатной платы. В-третьих, ответственность за работоспособность конечного устройства несет заказчик, а печатная плата является лишь одной из его составляющих.
Работа отдела продаж над проектом
Когда поступает новый заказ, первым этапом становится анализ и оценка проекта. На этом этапе проект поступает в отдел продаж, куда, как правило, передаются заполненный бланк заказа, Gerber-файлы и конструкторская документация.
За каждым заказчиком закрепляется один-два ответственных сотрудников, которые сопровождают его проекты на всех последующих этапах. Благодаря этому при повторных обращениях заказчик взаимодействует с теми же специалистами, что снижает потребность в дополнительных пояснениях, ускоряет согласование и укрепляет взаимоотношения между компаниями.
Основные задачи на первом этапе: выявить очевидные ошибки, оценить сложность проекта и подобрать подходящую производственную площадку. На этом же этапе возникают первые технические вопросы, уточнения и предложения по улучшению.
Бланк заказа
Бланк заказа является важным приложением к передаваемой документации и заполняется заказчиком в первую очередь. В документе подробно описывается заказ: часть данных носит коммерческий характер (требуемое количество плат, сроки поставки), другая часть относится к техническим параметрам платы.
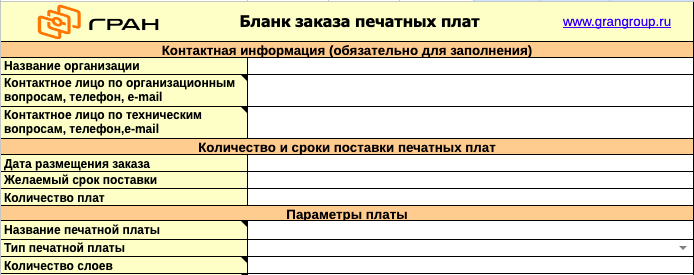
Основные параметры платы, отражаемые в бланке, такие:
- количество слоёв;
- тип материала;
- финишное покрытие контактных площадок;
- вид обработки контура.
Всего бланк может содержать около 40 параметров в зависимости от вида и сложности платы
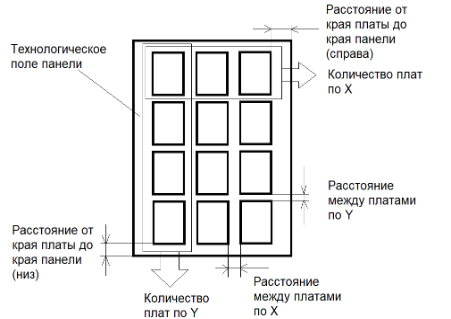
Часто платы заказываются не поштучно, а в виде мультизаготовок — панелей, включающих несколько одинаковых плат. Если у заказчика есть линия автоматического монтажа, панель, как правило, проектируется с учётом требований конкретного оборудования. В этом случае информация о панели берётся из чертежей либо из задания на панелизацию, отражённого в бланке. Для удобства в бланке могут быть приведены наглядные схемы и подсказки.
Ошибки в бланке заказа, связанные с невнимательностью или недостаточным пониманием требований, встречаются достаточно часто. Задача отдела продаж — оперативно выявить такие несоответствия, обсудить их с заказчиком и внести корректировки, поскольку они напрямую влияют на стоимость, выбор производственной площадки и итоговую оценку проекта.
Типичные ошибки в техническом задании
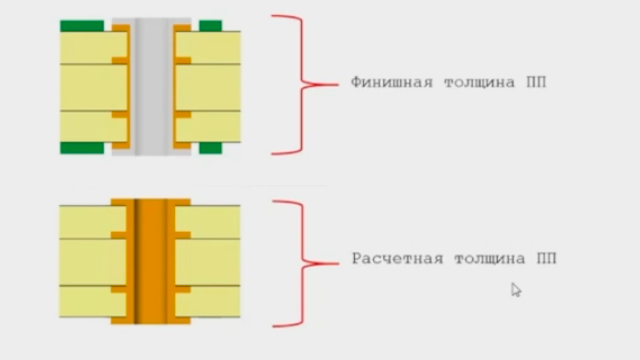
Неправильная толщина платы
Различают расчётную и финишную толщину платы. Расчётная толщина определяется суммарной толщиной базовых материалов — стеклотекстолита и медной фольги (например, для двусторонней платы это может быть основание 1,5 мм). Финишная толщина учитывает дополнительные операции в процессе производства: металлизацию, наненсение паяльной маски, шелкографии и финишного покрытия.
В результате финишная толщина больше расчётной, то есть плата с расчётной толщиной 1,5 мм и 18 мкм фольгой будет иметь финишную толщину около 1,6 мм. В бланке заказа следует указывать именно финишную толщину, иначе существует риск, что плата не будет соответствовать габаритным требованиям изделия.
Неверно заданные допуски на размеры
Стандартный допуск по толщине составляет ±10% для плат толщиной более 1 мм и ±0,1 мм для плат толщиной менее 1 мм. Слишком строгие допуски на толщину технологически недостижимы.
Аналогичные ограничения действуют и для допусков на габаритные размеры: при фрезеровке допуск менее ±0,1 мм, а при скрайбировании менее ±0,2 мм не может быть обеспечен на практике. Тем не менее, заказчики нередко указывают допуски порядка ±0,05 мм, что приводит к необходимости дополнительного согласования и смягчения требований.
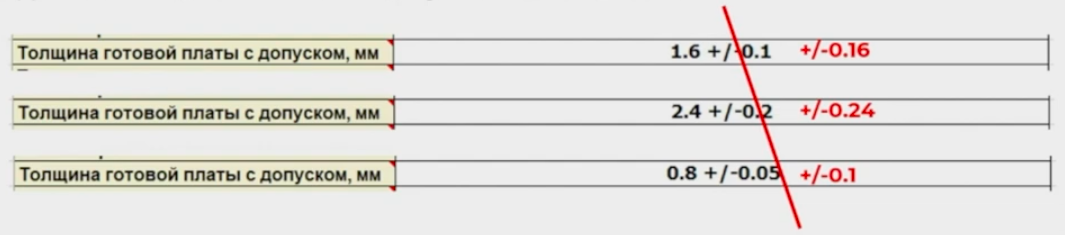
Слишком строгие допуски на толщину нельзя будет выдержать при производстве.
Ошибки при указании толщины меди
При задании толщины меди часто возникает путаница между базовой толщиной фольги и финишной толщиной после металлизации. Базовая толщина медной фольги обычно указывается в унциях (oz) или микронах, стандартные значения — 1/2 oz (18 мкм) и 1 oz (35 мкм).
Чтобы снизить вероятность ошибок, целесообразно задавать именно базовую толщину фольги. Финишная толщина меди на плате формируется на производстве в соответствии с требованиями стандартов IPC.
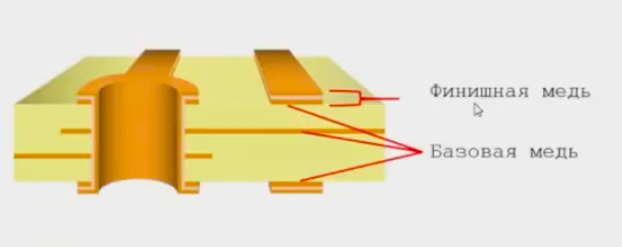
Чтобы избежать ошибок, рекомендуем указывать базовую толщину фольги, а не ожидаемую финишную толщину. Производство само обеспечит необходимую финишную толщину в соответствии со стандартами IPC.
Подготовка коммерческого предложения
Анализ документации по проекту обычно занимает до 24 часов, в отдельных случаях — до трёх дней. В ходе анализа формируется перечень вопросов по проекту, а также подбираются производственные площадки, специализирующиеся на производстве такого рода печатных плат.
На основе полученных данных составляется коммерческое предложение — документ, в котором указываются стоимость заказа и сроки поставки. Для новых клиентов дополнительно заключается договор, но в большинстве случаев договорные отношения уже установлены. После согласования условий проект передаётся в работу инженерам подготовки производства.
Технологическая подготовка проекта к производству
На этом этапе ведётся детальная инженерная проработка проекта. В инженерном отделе задействовано порядка 12 специалистов, что позволяет запускать в работу примерно 60 проектов в неделю.
В инженерном отделе у нас трудятся 12 человек. В неделю получается запустить примерно 60 проектов.
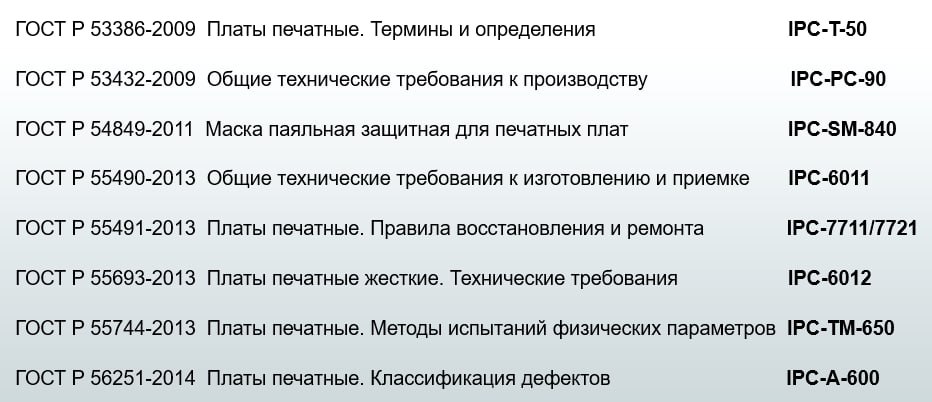
Вначале проверяется соответствие проекта техническим требованиям и стандартам IPC. Особое внимание уделяется отрасли применения: для автомобильной электроники, медицинского оборудования и других сегментов могут действовать специфические требования.
Часто проектирование выполняется по стандартам ГОСТ, в то время как мировая практика, включая большинство зарубежных производств, ориентируется на стандарты IPC. В России по-прежнему применяются как советские ГОСТы 1970–1980-х годов, которые уже не актуальны, так и современные российские стандарты, во многом представляющие собой переводы стандартов IPC. Если проект выполнен по российским стандартам, его часто требуется адаптировать под международные требования.
До недавнего времени мы участвовали в конференциях IPC, влияли на развитие стандартов. Сейчас эта возможность ограничена из-за санкций.
Следующий шаг — детальная проверка топологии платы: анализ проводников, зазоров, контактных площадок с оценкой минимальных размеров и потенциально проблемных участков. Затем определяется послойная структура платы (стек), формируется таблица сверловки, при необходимости — расчёты и требования по контролю импеданса, параметры паяльной маски, шелкографии, забивке отверстий и прочие технологические характеристики.
Ошибки в топологии
Распространённая ошибка — закладывать в проект слишком малые значения ширины проводников и зазоров между элементами. Такие параметры могут оказаться невыполнимыми для выбранной производственной площадки. Поэтому необходимо контролировать минимальные размеры: ширину проводников, зазоры между проводниками, между проводниками и контактными площадками, а также расстояния до полигонов.
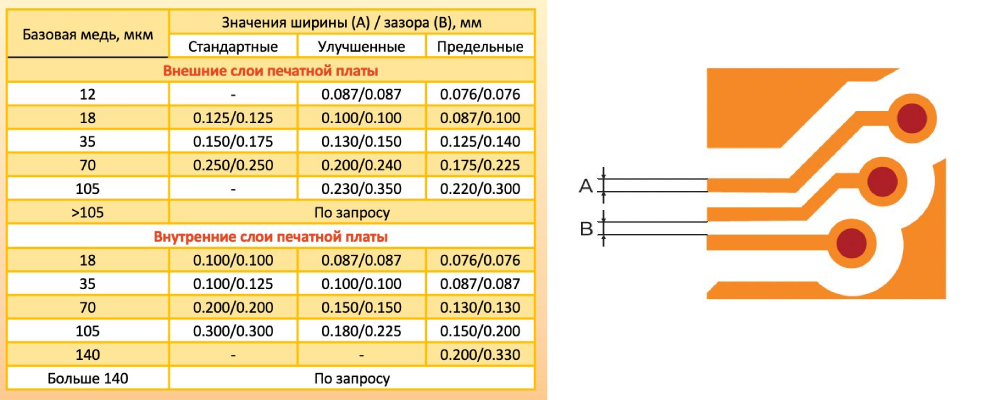
Стандартные значения ширины проводников и зазоров для разной базовой меди.
При этом закладывать минимально возможные параметры для относительно простых плат нецелесообразно, так как это приводит к удорожанию производства и необходимости применения более сложных технологий. Оптимальные значения следует выбирать исходя из реальных требований к устройству.
Ошибки в области паяльной маски
Часто встречаются некорректные вскрытия паяльной маски — слишком малые или чрезмерно большие. При малых вскрытиях маска может заходить на контактные площадки, ухудшая качество пайки. При слишком больших — открываются соседние проводники, что повышает риск коррозии и возможных замыканий.
Дополнительную сложность создаёт защита переходных отверстий. При закрытии маской крупных отверстий (более 0,55 мм) с обеих сторон слой маски утончается по краям и может растрескаться при нагреве. Если переходное отверстие расположено близко к контактной площадке и закрыто маской с противоположной стороны, существует риск протекания маски внутрь и ухудшения качества пайки.
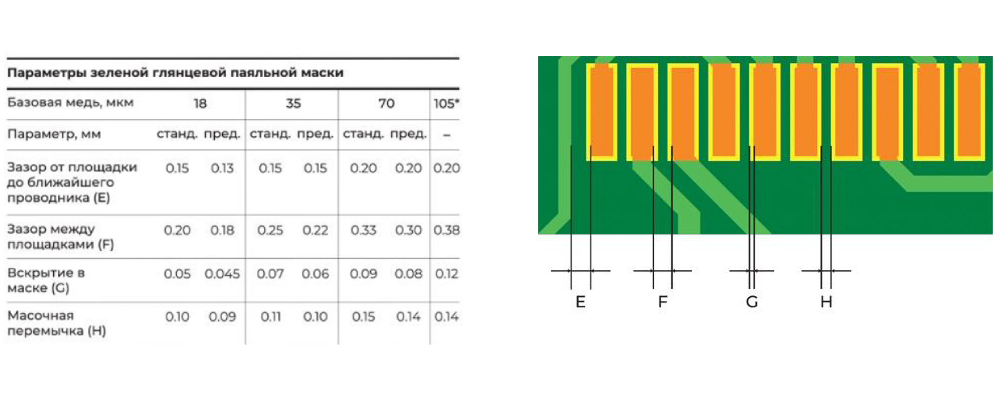
Стандартные требования к параметрам маски для разной толщины меди.
Неправильная маркировка
Основные проблемы с маркировкой связаны с размером символов и их расположением. Первая проблема — слишком мелкий текст: символы, хорошо различимые в САПР, могут оказаться нечитаемыми на реальной плате. Минимальные требования к размеру символов, как правило, составляют:
- высота символов не менее 0,8 мм;
- ширина линий не менее 0,13 мм;
- соотношение ширины линии к высоте текста не менее 1:7.
Вторая типичная проблема — наложение маркировки на контактные площадки. В процессе производства такая маркировка автоматически подрезается, и часть текста теряется. Минимальный зазор от текста до вскрытия паяльной маски должен составлять не менее 0,1 мм.

Специалист на производстве проверяет качество маркировки.
Документ «вопрос–ответ»
После анализа документов по проекту инженер формирует список вопросов к заказчику. В зависимости от конкретного изделия в документ могут входить:
- выявленные проблемы проекта;
- предложения по их устранению;
- корректировки по техноогичности изготовления;
- рекомендации по улучшению конструктива платы.
Этот документ направляется заказчику на согласование. После получения подтверждения или согласованных обсуждений инженер подготовки вносит согласованные изменения в проектную документацию.
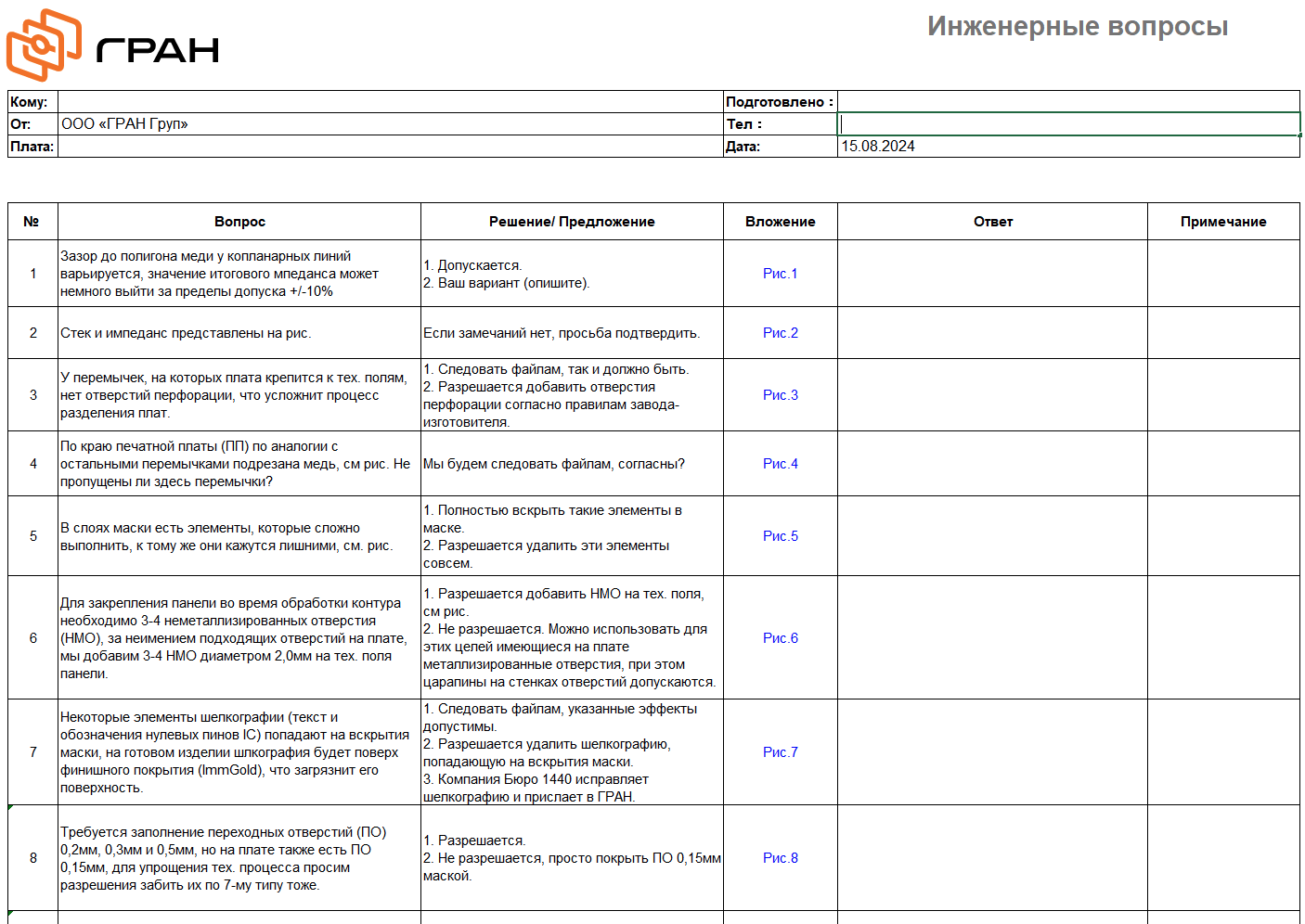
Пример бланка «вопрос-ответ»
Спецификации и подготовка файлов
После согласования проекту остаётся пройти финальные шаги перед передачей на производство: подготовку спецификаций и Gerber-файлов.
Спецификация на печатную плату — документ, который содержит полные и детальные требования к производству, отклонения от которых либо недопустимы, либо требуют отдельного согласования. В числе основных параметров спецификации:
- допуски на размеры элементов;
- требования к металлизации отверстий;
- параметры паяльной маски;
- таблица сверловки;
- структура платы;
- расчёты импедансов (если применимо).
По сути спецификация является основой маршрутной карты производства.
После этого проект передаётся в производство.
Какие производственные площадки у нас есть
Как мы отбираем производственные площадки:
- Сначала формируем ТЗ технически отделом и от продаж на какую технологию и объем нужно дополнительное альтернативное производство.
- Наш супервайзер по производствам отбирает список поставщиков, проводит первичные аудиты по качеству, технологиям, документообороту и формирует лист корректирующих действий.
- Из этого списка отбираем порядка 5 поставщиков, которые изготавливают образцы. Их мы тестируем в лаборатории, выносим по ним вердикты — остается 2-3 производства.
- С ними мы делаем пробные заказы, которые проходят 100% контроль нашей группой управления производством в Китае.
- Исходя из ценовой политики и клиенториентированности данного производства, мы отбираем 1-2 производства в наш финальный список.
Делаем фокус на закрытии максимального большого перечня задач заказчика. Для этого нужен охват большинства современных технологий производства — то, что нужно здесь и сейчас, где важны стоимость, качество, повторяемость и сроки. У нас есть внутренний документ GSL — это основной список производственных площадок, утвержденных ГРАН. Он позволяет охватить большинство потребностей в технологиях изготовления печатных плат.
Работа на проектом на производстве
После завершения подготовки производства проект направляется на завод. Каждая производственная площадка имеет свою специализацию: автомобильная электроника, телекоммуникационное оборудование, светотехника и т.д. При выборе площадки учитываются сложность и назначение платы.

При выборе производства учитываем сложность и назначение платы.
Инженеры производства проверяют возможность изготовления изделия и при необходимости задают уточняющие вопросы. Наши инженеры обрабатывают эти вопросы, адаптируют формулировки и направляют их заказчику для согласования.
Инженеры производства часто предлагают изменения, повышающие технологичность изделия: например, расширение отверстий или перенос проводников. Каждое подобное предложение сопровождается пояснением технологических причин — будь то необходимость увеличения диаметра контактной площадки или изменения геометрии проводников.
DFM: проектирование с учётом возможностей производства
Проектирование с учётом технологических возможностей производства (Design for Manufacturability — DFM) позволяет минимизировать время согласования с заводом. Суть подхода заключается в том, чтобы заранее изучить возможности производственных площадок и сразу проектировать плату таким образом, чтобы она соответствовала этим возможностям и не вызывала дополнительных вопросов.
Запуск партии в производство
После утверждения всех правок завод подготавливает окончательную версию комплектов заводских файлов для производства. Подробный технологический процесс изготовления печатных плат уже описывали ранее.
Логистика и поставка «до двери»
Выстроена система доставки, включающая два основных канала: авиа- и железнодорожные перевозки. Каждый заказ доставляется до двери заказчика.
На таможне используется схема зелёного коридора: оформление занимает несколько часов благодаря электронному документообороту и тому, что поставки ведутся по одной номенклатуре с полным набором необходимых сертификатов.
При авиадоставке стандартный срок получения плат составляет 7–10 дней с момента выхода изделий с завода, включая таможенное оформление. Железнодорожная логистика работает по фиксированному расписанию: если партия не попадает в текущий рейс, следующая отправка может быть через две недели. В случаях, когда задержка возникла по нашей вине, заказ переводится на авиадоставку за наш счёт, чтобы сохранить согласованные сроки.
Все грузы застрахованы. В случае повреждений при транспортировке составляется акт, страховая компания компенсирует ущерб, а мы оперативно изготавливаем новую партию без дополнительных вопросов для клиента. Такой подход минимизирует риски для заказчика и обеспечивает сохранность продукции на всех этапах.
Поддержка после поставки
Поддержка заказчика не заканчивается на этапе поставки плат и особенно важна во время монтажа компонентов. Если возникают проблемы при пайке, специалисты помогают выявить причины, которые могут быть связаны с финишным покрытием, геометрией контактных площадок или другими параметрами платы.
Иногда предполагается, что проблема связана с качеством плат, однако в действительности она обусловлена некачественными компонентами или нарушением технологии монтажа. В таких случаях проводятся дополнительные исследования, чтобы определить истинную причину. Качество контролируется до, во время и после производства, и этим процессам был посвящён отдельный материал.
При сборке первой партии могут выявляться проблемы с панелизацией: панель может оказаться слишком маленькой или слишком крупной для конкретного оборудования, либо прогибаться при установке тяжёлых компонентов. В таких ситуациях мы помогаем оптимизировать конструкцию и разрабатываем обновлённую версию панели.
При подготовке новых версий плат делятся накопленным опытом и рекомендациями по повышению технологичности, что позволяет избежать проблем, характерных для первой версии.
В общем и целом, отдел качества ведет как проактивную деятельность, так и реагирует на возникающие дефекты. Мы очень строго следим за всеми производственными площадками и проводим их тщательный отбор, а также проводим их регулярные аудиты.
Также мы постоянно проводим семинары и обучающие мероприятия для сотрудников заказчика, особенно для разработчиков, которым важно понимать возможности и ограничения производства печатных плат. Персональные менеджеры закрепляются за клиентом на постоянной основе, поэтому последующие заказы обрабатываются специалистами, хорошо знакомыми с производством заказчика и особенностями его проектов.
Стратегическая цель проводимых мероприятий
Общая архитектура работы с заказчиками — вебинары, статьи, конференции, записи на открытых площадках и регулярные экспертные посты подчинены единой цели: компания последовательно повышает уровень технических и отраслевых знаний заказчиков, выстраивает с ними устойчивые партнерские взаимоотношения и добивается того, чтобы инженеры, технологи и менеджеры по закупкам могли обсуждать проекты с производством в едином профессиональном контексте. Это, в свою очередь, напрямую влияет на качество и количество реализуемых проектов и вносит вклад в развитие российской электроники.
Заключение
Производство печатных плат выполняется по нашим спецификациям и под нашим контролем, что соответствует концепции интегрированного производства, а не простого посредничества между заказчиком и зарубежным заводом. Мы регулярно проводим аудиты производственных площадок, входящих в пул поставщиков, чтобы поддерживать высокий уровень качества конечного продукта.
За каждым заказчиком закреплены персональные специалисты, хорошо знакомые с его проектами. Команда инженеров готовит каждый проект к производству, выявляет ошибки и предлагает улучшения, а на производствах постоянно присутствуют наши инженеры, контролирующие качество и оперативно решающие производственные вопросы.
Мы берём на себя сложную часть работы: адаптируем проекты под международные стандарты, проверяем их на технологичность, контролируем производство и качество, а также обеспечиваем доставку плат до двери заказчика, а также постоянно поддерживаем со специалистами отрасли, повышая общую инженерную экспертность.